(!)由於 Microsoft 2022 年 6 月 15 日終止支援,Internet Explorer 11 不屬於本網站之推薦環境。

商品分類
- 2024/12/28(六)~2025/1/5(日)適逢日本年假期間暫停出貨。 建議提早備貨以減少對交期的影響, 同時預防連假後出貨量遽增產生延遲。
【經濟型】旋轉滾珠螺桿花鍵 實心軸 -軸徑16 導程16 精度C5- (型號表)
經濟型旋轉滾珠螺桿花鍵 實心軸

標準價格:◆◆8,493元/個◆◆
※經濟型商品無對應RoHS。
1、旋轉滾珠螺桿花鍵是在傳統滾珠螺桿螺帽和傳統滾珠花鍵螺帽的外徑上裝上專用的軸承外套,通過讓螺帽旋轉或停止,只需要一根軸就能夠進行2種(旋轉運動、直線運動)模式的運動。
2、主要用於多關節機器人(SCARA),自動裝載機、搬送裝置等。
(i)請注意
- 3D CAD製作中,預計2024年年底完成。目前僅固定尺寸的圖檔可供下載,敬請見諒。
型號
商品篩選結果為1件時,會顯示商品型號。
E-RBPS1616-[120-350/1]
本頁所標註的為參考用的標準出貨日。確切的預定到貨日請以訂購完成通知書的資訊為準。
 不可同時指定PKC、PT、PMC
不可同時指定PKC、PT、PMC
不可同時指定QKC、QT、QMC僅能擇其一。
●鍵槽(PKC·QKC)的詳細尺寸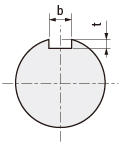
●扣環溝槽(PT·QT)的詳細尺寸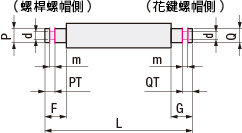
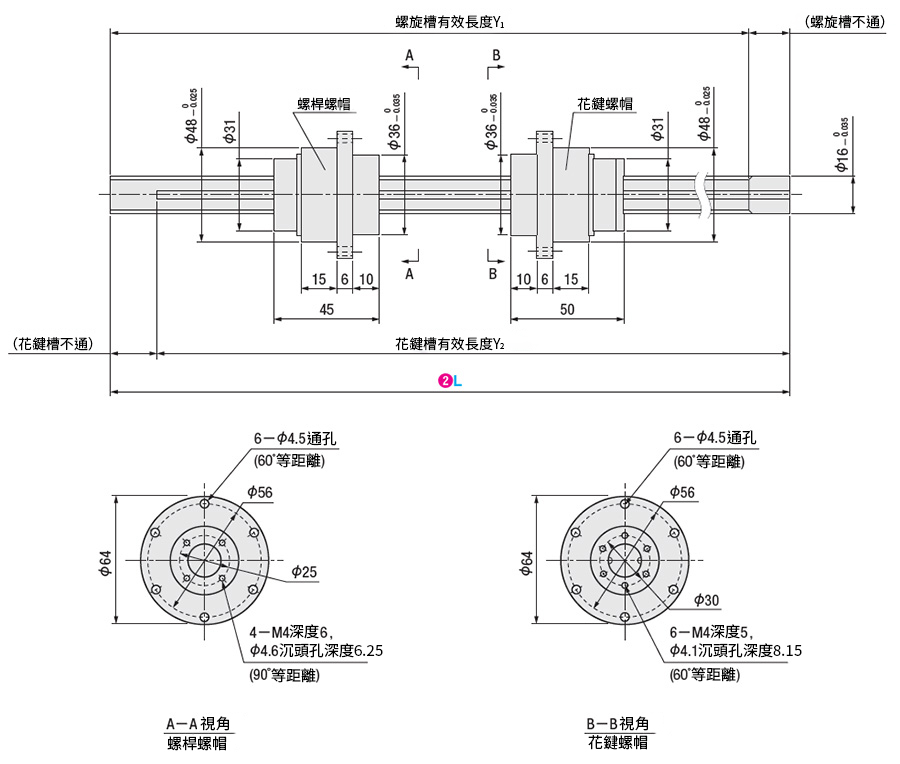
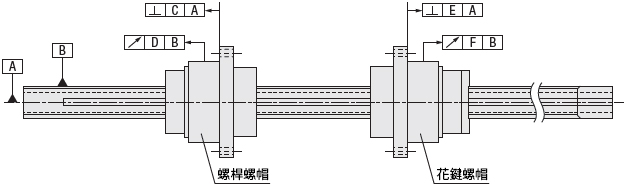
尺寸圖

材質表
| 滾珠螺桿部 | 滾珠花鍵部 | ||||||||
| 種類 | 軸徑 | 導程 | 精密度等級 |  材質 材質 |  硬度 硬度 |  表面處理 表面處理 | 材質 | 硬度 | 表面處理 |
| 實心軸 | 16 | 16 | C5 | 軸 :相當於SUJ2 螺帽:相當於SCR420 | 軸 :58HRC~ 螺帽:58HRC~ | - | 軸 :相當於SUJ2 螺帽:相當於SCR420 | 軸 :58HRC~ 螺帽:58HRC~ | - |
規格表
請依照選定步驟 ~
~ 選擇型式和數值後再行訂購。
選擇型式和數值後再行訂購。
*Y1尺寸務必要大於螺桿螺帽全長、Y2尺寸務必要大於花鍵螺帽全長
 ~
~ 選擇型式和數值後再行訂購。
選擇型式和數值後再行訂購。 | 型式(Type) | - | L | |
| E-RBPS1616 | - | 350 |
| Type | L (指定單位 1mm) | 滾珠螺桿部 | 滾珠花鍵部 | |||||||||||
| 螺旋槽 有效長度 Y1 | 循環數 | 基本額定荷重 | 軸向 間隙 | 螺牙 方向 | 花鍵槽 有效長度Y2 | 花鍵槽 條數 | 基本額定扭矩 | 基本額定荷重 | 靜態 容許力矩 Ma (N·m) | |||||
| 動態C (kN) | 靜態C0 (kN) | 動態Ct (N·m) | 靜態C0t (N·m) | 動態C (kN) | 靜態C0 (kN) | |||||||||
| E-RBPS1616 | 120~350 | L-45 | 1.8圈 | 3.1 | 5.5 | 0以下 | 右 | L≥316時,Y2=315 L≤315時,Y2=L | 2條 | 35.7 | 65.1 | 5.4 | 8.4 | 37.1 |
追加工
 | 型式(Type) | - | L | - | (RLC·PSC....etc.) | |
| E-RBPS1616 | - | 350 | - | RLC |
| Alterations | ①變更螺帽方向 | ②追加扳手槽加工 | ③追加加工台階 |
 |  |  | |
| Code | RLC | PSC·QSC | P·F·Q·G |
| Spec. | 變更螺帽方向。 指定方法 RLC | 追加扳手槽加工。 指定方法 PSC10(QSC10)  PSC·QSC=指定單位1mmPSC·QSC≤L/2-20 PSC·QSC=指定單位1mmPSC·QSC≤L/2-20 | 軸端追加加工台階。 指定方法 P10-F20(Q10-G20) P·F·Q·G=指定單位1mm5≤P·Q≤132≤F·G≤P·QX5F+G≤L/2 |
| Alterations | ④在台階上追加加工鍵槽 | ⑤在台階上追加加工扣環槽 | ⑥在台階上追加加工攻牙孔(粗螺牙) | ||||||||
 |  |  | |||||||||
| Code | PKC·QKC | PT·QT | PMC QMC | ||||||||
| Spec. | 在③追加加工的台階上追加加工鍵槽。 指定方法 PKC8(QKC8) PKC·QKC=指定單位1mm 指定PKC(QKC)時,必須要滿足如下條件P(Q)=8或10、12、13 F(G)≥5 4≤PKC·QKC≤P·QX34≤PKC·QKC≤F·G-1 | 在③追加加工的台階上追加加工扣環槽。 指定方法 PT4(QT4) PT·QT=指定單位1mm 指定PT(QT)時,必須要滿足如下條件P(Q)=6或8、10、12、13 F(G)≥9 4≤PT·QT<F·G/2 | 在③追加加工的台階上追加加工攻牙孔。 指定方法 PMC5(QMC5) PMC·QMC從下表中指定指定PMC(QMC)時,必須要先指定P(Q)≥8
|
| Alterations | ⑦不加工花鍵螺帽和花鍵槽 | ⑧不加工螺桿螺帽和螺旋槽 |
 |  | |
| Code | NSP | NBS |
| Spec. | 不加工花鍵螺帽和花鍵槽。 指定方法 NSP | 不加工螺桿螺帽和螺旋槽。 指定方法 NBS |
不可同時指定PKC、PT、PMC不可同時指定QKC、QT、QMC僅能擇其一。●鍵槽(PKC·QKC)的詳細尺寸

| P·Q | b | t | ||
| 容許公差 (N9) | 容許公差 | |||
| 8·10 | 3 | -0.004 -0.029 | 1.8 | +0.1 0 |
| 12 | 4 | 0 -0.030 | 2.5 | |
| 13~16 | 5 | 3.0 | ||
| 20 | 6 | 3.5 |
●扣環溝槽(PT·QT)的詳細尺寸

| P·Q | m | d | 適用扣環 | ||
| 容許公差 | 容許公差 | ||||
| 6 | 0.7 | +0.1 0 | 5.05 | +0.075 0 | JIS E型5 |
| 8 | 0.9 | 6.05 | JIS E型6 | ||
| 10 | 1.15 | +0.14 0 | 9.6 | 0 -0.09 | JIS E型10 |
| 12 | 11.5 | 0 -0.11 | JIS E型12 | ||
| 13 | 12.4 | JIS E型13 | |||
| 15 | 14.3 | JIS E型15 | |||
| 16 | 15.2 | JIS E型16 | |||
| 20 | 1.35 | 19 | 0 -0.21 | JIS E型20 |
產品概述
1、旋轉滾珠螺桿花鍵是在傳統滾珠螺桿螺帽和傳統滾珠花鍵螺帽的外徑上裝上專用的軸承外套,通過讓螺帽旋轉或停止, 只需要一根軸就能夠進行2種(旋轉運動、直線運動)模式的運動。
2、主要用於多關節機器人(SCARA),自動裝載機、搬送裝置等。
■有專業的檢測設備,保證品質
2、主要用於多關節機器人(SCARA),自動裝載機、搬送裝置等。
■有專業的檢測設備,保證品質
| 導程精度檢測 | 光潔度檢測 | 跳動檢測 | ||
 |  |  | ||
| 導程精度主要影響定位精度 | 光潔度主要影響噪音 | 跳動主要影響順暢度 |
注意事項
■精密度規格
■注意事項
1. MISUMI不保證噪音值,如下僅供參考。
(在實驗室以0.75m/s的速度上下運行時,測出噪音70db以下。)
2. 3D模型中的花鍵軸的溝槽、和所有追加工(扳手槽、鍵槽等)的相互間位置關係僅供參考,可能與實際不同。
3. 請勿使絲杠螺帽超出螺帽活動範圍,或旋出螺桿軸,否則會造成滾珠脫落及滾珠迴圈零件損傷等。
4. 將花鍵螺帽再次插入花鍵軸時,請務必保持水準方向插入,否則鋼珠會掉落。
5. 傾斜放置時,軸和螺帽可能因自重而掉落,請務必注意。
6. 雖然出廠前螺帽內部已注入潤滑脂,但是請以收到貨後每2~3個月或者行走距離每50km為標準,注入新的潤滑脂,否則會影響使用。
7. 由於螺帽內部採用樹脂零件,故請在80℃以下的環境下使用。
8. 本產品是機械加工品,故外觀會存在刀紋及色差,如果商品有少許劃痕或顏色變化,屬於正常現象,請放心使用。
9. 本產品是經過淬火處理,軸端加工時會進行退火處理。經退火處理後,內螺牙加工部+前後15mm的部分有可能產生硬度降低的現象(請參照下方範例)。
另外,退火處理的部分將不在外徑公差的保證範圍內。計算行程時請減去退火部分的尺寸。

| (mm) | ||||
| Type | C | D | E | F |
| E-RBPS1616 | 0.018 | 0.021 | 0.016 | 0.020 |
■注意事項
1. MISUMI不保證噪音值,如下僅供參考。
(在實驗室以0.75m/s的速度上下運行時,測出噪音70db以下。)
2. 3D模型中的花鍵軸的溝槽、和所有追加工(扳手槽、鍵槽等)的相互間位置關係僅供參考,可能與實際不同。
3. 請勿使絲杠螺帽超出螺帽活動範圍,或旋出螺桿軸,否則會造成滾珠脫落及滾珠迴圈零件損傷等。
4. 將花鍵螺帽再次插入花鍵軸時,請務必保持水準方向插入,否則鋼珠會掉落。
5. 傾斜放置時,軸和螺帽可能因自重而掉落,請務必注意。
6. 雖然出廠前螺帽內部已注入潤滑脂,但是請以收到貨後每2~3個月或者行走距離每50km為標準,注入新的潤滑脂,否則會影響使用。
7. 由於螺帽內部採用樹脂零件,故請在80℃以下的環境下使用。
8. 本產品是機械加工品,故外觀會存在刀紋及色差,如果商品有少許劃痕或顏色變化,屬於正常現象,請放心使用。
9. 本產品是經過淬火處理,軸端加工時會進行退火處理。經退火處理後,內螺牙加工部+前後15mm的部分有可能產生硬度降低的現象(請參照下方範例)。
另外,退火處理的部分將不在外徑公差的保證範圍內。計算行程時請減去退火部分的尺寸。
 | 有可能因退火而降低硬度的部位: · 外螺紋加工部 · 台階加工部 · 內螺紋加工部 · 扳手槽、扣環槽、螺紋孔追加加工 |
使用案例
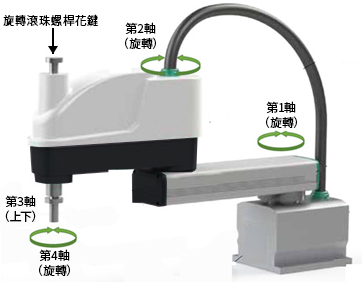
下圖為4軸SCARA機器人,可進行上下和旋轉的搬送作業。

基本資訊
| 種類 | 實心軸 | 軸徑(φ) | 16 | 導程(mm) | 16 |
|---|---|---|---|---|---|
| 精密度等級 | C5 |
- 因有部分型號的規格・尺寸無法完全顯示,詳細資訊請參照 廠牌產品型錄 。
請協助改善本網站
請協助改善本網站
對於各位顧客的寶貴意見請恕我們無法逐一回覆,還請諒解。
個人資訊保護法・隱私權政策
非常感謝您的回答。
對於各位顧客的寶貴意見請恕我們無法逐一回覆,還請諒解。
希望三住回覆的客戶請使用、 與我們聯絡
個人資訊保護法・隱私權政策