(!)由於 Microsoft 2022 年 6 月 15 日終止支援,Internet Explorer 11 不屬於本網站之推薦環境。

商品分類
- 2024/12/28(六)~2025/1/5(日)適逢日本年假期間暫停出貨。 建議提早備貨以減少對交期的影響, 同時預防連假後出貨量遽增產生延遲。
彈簧導引壓銷 (型號表)
點擊圖片,放大顯示
將游標移至圖檔即可放大
 材质 SKH51
材质 SKH51
 硬度 58~60HRC
硬度 58~60HRC
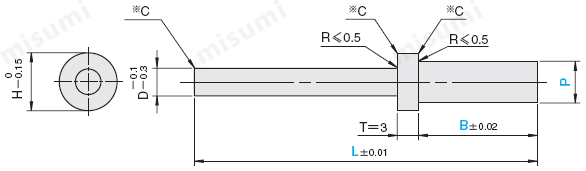
 ※C 肩部左右面及弹簧导向部端面加工最大0.1mm的C倒角。
※C 肩部左右面及弹簧导向部端面加工最大0.1mm的C倒角。
产品概述

弹力顶出杆又名顶块、二次推杆,主要应用在成形品或者流道粘模,无法顺利顶出的场合。
在实际应用场合,如果出现局部区域粘模不良,可以使用弹力顶出杆产品进行解决,可以避免使用二次顶出推板结构,减小模具的尺寸、降低成形品的生产成本。
对于内凹形状的成形品, 可能会因定模突起部分的包紧力而导致脱模不良。
此时,必须在定模侧采取辅助脱模措施, 弹力顶出杆即可顺利解决此类问题。
在进行镶件成形时,也可利用弹力顶出杆有效防止金属镶件上浮。
本产品安装简单方便,材质:SKH51,硬度:58-60HRC,具有较高强度和良好的韧性,
在实际应用场合,如果出现局部区域粘模不良,可以使用弹力顶出杆产品进行解决,可以避免使用二次顶出推板结构,减小模具的尺寸、降低成形品的生产成本。
对于内凹形状的成形品, 可能会因定模突起部分的包紧力而导致脱模不良。
此时,必须在定模侧采取辅助脱模措施, 弹力顶出杆即可顺利解决此类问题。
在进行镶件成形时,也可利用弹力顶出杆有效防止金属镶件上浮。
本产品安装简单方便,材质:SKH51,硬度:58-60HRC,具有较高强度和良好的韧性,
产品特点
1.拆卸方便,易于后续更换和管理,节约人工成本。
2.节约模具空间,可以在模具空间较小的地方使用,局部粘模使用效果较好。
3.延长模具寿命,提高良品率,实现自动化生产。
2.节约模具空间,可以在模具空间较小的地方使用,局部粘模使用效果较好。
3.延长模具寿命,提高良品率,实现自动化生产。
尺寸图
 材质 SKH51
材质 SKH51 硬度 58~60HRC
硬度 58~60HRC
| 型号 | 肩部厚度 |  P公差 P公差 |
| EPCH | 3 | 0 -0.005 |
| EPCHE | -0.01 -0.02 |
 ※C 肩部左右面及弹簧导向部端面加工最大0.1mm的C倒角。
※C 肩部左右面及弹簧导向部端面加工最大0.1mm的C倒角。使用案例
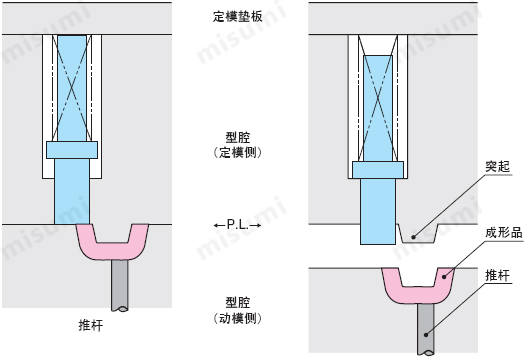
使用例
1.对于内凹形状的成形品, 可能会因定模突起部分的包紧力而导致脱模不良。此时,必须在定模侧采取辅助脱模措施。
弹力顶出杆即可顺利解决此类问题。
2.在进行镶件成形时,也可利用弹力顶出杆有效防止金属镶件上浮。
适用圆线螺旋弹簧(WR·WF·WL),请参阅《冲压模具用零件》产品目录。
请使用外径≤H的弹簧。
弹簧导向侧的模板孔径推荐为(H+1)mm,建议采用立铣刀加工。
1.对于内凹形状的成形品, 可能会因定模突起部分的包紧力而导致脱模不良。此时,必须在定模侧采取辅助脱模措施。
弹力顶出杆即可顺利解决此类问题。
2.在进行镶件成形时,也可利用弹力顶出杆有效防止金属镶件上浮。
 适用圆线螺旋弹簧(WR·WF·WL),请参阅《冲压模具用零件》产品目录。请使用外径≤H的弹簧。弹簧导向侧的模板孔径推荐为(H+1)mm,建议采用立铣刀加工。
适用圆线螺旋弹簧(WR·WF·WL),请参阅《冲压模具用零件》产品目录。请使用外径≤H的弹簧。弹簧导向侧的模板孔径推荐为(H+1)mm,建议采用立铣刀加工。相关产品
 |  |
| 推板早回装置 -组件- | 直推杆 -SKD61+氮化/标准规格- |
3D預覽型號
尚未指定完整型號,因此無法執行CAD檔案下載及3D預覽
- ※ 欲執行CAD檔案下載及3D預覽時,需指定完整型號。
- 請於左側「篩選規格・尺寸」確認完整型號,然後執行CAD檔案下載及3D預覽。
Loading...
| 型號 |
|---|
| EPCH2-[18-45/0.01]-B[5-20/0.01] |
| EPCH2.5-[18-45/0.01]-B[5-20/0.01] |
| EPCH3-[18-45/0.01]-B[5-20/0.01] |
| EPCH3.5-[18-60/0.01]-B[5-40/0.01] |
| EPCH4-[18-60/0.01]-B[5-40/0.01] |
| EPCH5-[18-60/0.01]-B[5-40/0.01] |
| EPCH6-[18-60/0.01]-B[5-40/0.01] |
| EPCHE2-[18-45/0.01]-B[5-20/0.01] |
| EPCHE2.5-[18-45/0.01]-B[5-20/0.01] |
| EPCHE3-[18-45/0.01]-B[5-20/0.01] |
| EPCHE3.5-[18-60/0.01]-B[5-40/0.01] |
| EPCHE4-[18-60/0.01]-B[5-40/0.01] |
| EPCHE5-[18-60/0.01]-B[5-40/0.01] |
| EPCHE6-[18-60/0.01]-B[5-40/0.01] |
| 型號 | 數量折扣 | 標準 出貨日 | P(前端直径) (mm) | P(前端直径)公差 | B(P尺寸长度) (mm) | L(全长) (mm) |
|---|---|---|---|---|---|---|
| 6天~ | 2 | 0/-0.005 | 5 ~ 20 | 18 ~ 45 | ||
| 6天~ | 2.5 | 0/-0.005 | 5 ~ 20 | 18 ~ 45 | ||
| 6天~ | 3 | 0/-0.005 | 5 ~ 20 | 18 ~ 45 | ||
| 6天~ | 3.5 | 0/-0.005 | 5 ~ 40 | 18 ~ 60 | ||
| 6天~ | 4 | 0/-0.005 | 5 ~ 40 | 18 ~ 60 | ||
| 6天~ | 5 | 0/-0.005 | 5 ~ 40 | 18 ~ 60 | ||
| 6天~ | 6 | 0/-0.005 | 5 ~ 40 | 18 ~ 60 | ||
| 6天~ | 2 | -0.01/-0.02 | 5 ~ 20 | 18 ~ 45 | ||
| 6天~ | 2.5 | -0.01/-0.02 | 5 ~ 20 | 18 ~ 45 | ||
| 6天~ | 3 | -0.01/-0.02 | 5 ~ 20 | 18 ~ 45 | ||
| 6天~ | 3.5 | -0.01/-0.02 | 5 ~ 40 | 18 ~ 60 | ||
| 6天~ | 4 | -0.01/-0.02 | 5 ~ 40 | 18 ~ 60 | ||
| 6天~ | 5 | -0.01/-0.02 | 5 ~ 40 | 18 ~ 60 | ||
| 6天~ | 6 | -0.01/-0.02 | 5 ~ 40 | 18 ~ 60 |
Loading...
材质 SKH51
硬度 58~60HRC
※C 肩部左右面及弹簧导向部端面加工最大0.1mm的C倒角。
尺寸图
材质 SKH51 硬度 58~60HRC| 型号 | 肩部厚度 | P公差 |
| EPCH | 3 | 0 -0.005 |
| EPCHE | -0.01 -0.02 |
※C 肩部左右面及弹簧导向部端面加工最大0.1mm的C倒角。规格表
规格表

交货期



| H | D | 型号 | 指定单位0.01mm | |||
| Type | P | L | B | |||
| 6 | 3 | EPCH (P ) )EPCHE (P  ) ) | 2 | 18.00~45.00 | 5.00~20.00 | |
| 2.5 | ||||||
| 3 |
|
| ||||
| 3.5 | 18.00~60.00 | 5.00~40.00 | ||||
| 4 | ||||||
| 8 | 5 | 5 |
|
| ||
| 6 | ||||||
| L-(B+3)≥5 | ||||||
交货期

使用例
1.对于内凹形状的成形品, 可能会因定模突起部分的包紧力而导致脱模不良。此时,必须在定模侧采取辅助脱模措施。弹力顶出杆即可顺利解决此类问题。
2.在进行镶件成形时,也可利用弹力顶出杆有效防止金属镶件上浮。
 适用圆线螺旋弹簧(WR·WF·WL),请参阅《冲压模具用零件》产品目录。请使用外径≤H的弹簧。弹簧导向侧的模板孔径推荐为(H+1)mm,建议采用立铣刀加工。
适用圆线螺旋弹簧(WR·WF·WL),请参阅《冲压模具用零件》产品目录。请使用外径≤H的弹簧。弹簧导向侧的模板孔径推荐为(H+1)mm,建议采用立铣刀加工。
追加工

基本資訊
| 品牌 | MISUMI |
|---|
- 因有部分型號的規格・尺寸無法完全顯示,詳細資訊請參照 廠牌產品型錄 。
看過此商品的人也看過這些商品












技術支援服務
- 塑膠模具零件
- Tel:02-25703766 / FAX:02-25703767
- 與我們聯絡
請協助改善本網站
請協助改善本網站
對於各位顧客的寶貴意見請恕我們無法逐一回覆,還請諒解。
個人資訊保護法・隱私權政策
非常感謝您的回答。
對於各位顧客的寶貴意見請恕我們無法逐一回覆,還請諒解。
希望三住回覆的客戶請使用、 與我們聯絡
個人資訊保護法・隱私權政策