(!)由於 Microsoft 2022 年 6 月 15 日終止支援,Internet Explorer 11 不屬於本網站之推薦環境。
商品分類一覽



























































































介紹/用途/應用
-
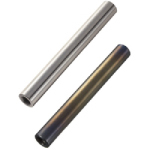
應用廣泛
常用於設備直線運動時,常搭配直線軸承、導桿架、無給油襯套等
一起使用,其主要功能為導向作用,提高了直線運動的精度及負載
能力;作為旋轉用途的軸時,主要搭配軸承、皮帶輪、聯軸器一起
使用;作為支撐用支柱時,主要搭配支柱固定夾、導桿架、固定環。 -
種類豐富
三住依照軸棒功能性與結構性,
區分了直線用的導桿、易於安裝的旋轉軸與多段差、多鍵槽的驅動軸。
( 以下皆通稱導桿 )
-
導桿說明
-
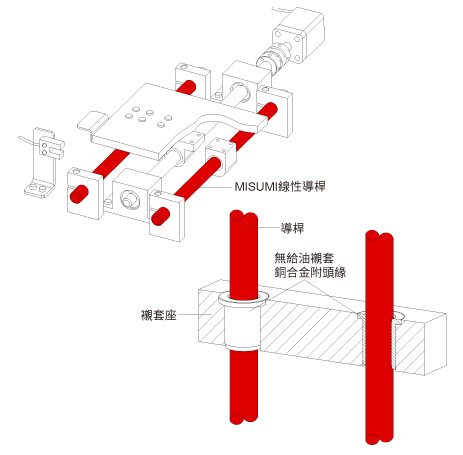
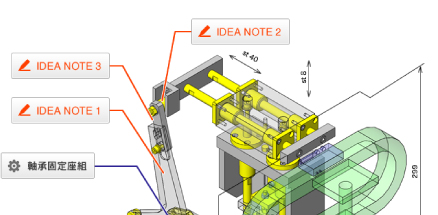
導桿的應用
範例/計算
| 外徑公差 | 材質 | ||||||
|---|---|---|---|---|---|---|---|
| g6公差 | h5、h7公差 | f8公差 | 相當於S45C | SUS304 | SUS440C或 SUS4系列不鏽鋼 |
SCM435 | 相當於SUJ2 |
| 普遍且常用的公差外徑,適用於中、高精度的通用模組。 |
與g6公差相比,此公差有比較小的間隙空間,適用於高精度模組。 |
與g6公差相比,此公差有較大的間隙空間,可使用於中精度模組需求。 |
碳鋼鋼材,一般機械零件之用料,可以進行熱處理作硬化。 |
常見的不鏽鋼材質,有良好的耐腐蝕、抗氧化功能,但無法進行熱處理硬化。 | 不鏽鋼材質,有一定程度的耐腐蝕和抗氧化能力,且可以進行熱處理作硬化。 | 結構鋼,一般機械零件之用料,可以進行熱處理作硬化。 |
軸承鋼,一般機械零件之用料,可以進行熱處理作硬化。 |
| 參考三住技術資料中的“配合公差”。 | 參考三住技術資料中的“材料種類與用途”。 | ||||||
-
表面處理 染黑處理 鍍低溫黑色鉻 鍍無電解鎳 鍍硬鉻 普遍的表面處理。
較佳的抗氧化、耐腐蝕能力。
較高的抗氧化、耐腐蝕能力,且有一定程度耐磨性。 較佳的抗氧化、耐腐蝕能力,且有優異的耐磨性。 參考三住技術資料中的“表面處理”。另外,三住導桿表面處理注意處,請參考右图。 -
表面處理的鍍膜層
母材在表面處理後加工。下述範例中 只有D部位有鍍硬鉻。

無法做鍍膜處理的形狀如下
● 階層部 ● 外螺牙部 ● 內螺牙部 ● 扳手槽、V溝槽、平面、切斷端面※管型導桿內部並未做鍍硬鉻處理,因此有可能會生鏽。
-
硬度(熱處理) 熱處理是將碳鋼鋼材經過加溫的工法,使材料生成硬化層,能有效提升導桿的使用壽命,進而確保模組的工作壽命。 參考三住技術資料中的“材料熱處理”。另外,三住導桿熱處理注意處,請參考以下。 外徑
(D)有效硬化層深度 軸公差h8
(C-VALUE)軸公差
g6·h5相當於S45C 相當於SUJ2 SUS440C或SUS4系列不鏽鋼
(13Cr)3 - 0.5以上 0.5以上 4 - 5 - 6~10 0.3以上 12·13 0.5以上 0.7以上 0.5以上 15~20 0.7以上 25~50 0.8以上 1.0以上 -
加工部位的硬度降低
母材在淬火後加工。下述範例中(加工部+前後約10mm),
可能會因加工時的退火效應而導致硬度降低。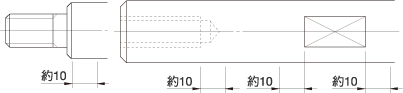
可能因為退火處理導致硬度降低的部分如下
● 所有外螺牙 ● 所有軸頸
● 內螺牙: M≧D/2時、 內螺牙2孔型、SUS440C的鍍硬鉻商品
● 追加扳手槽(SC·WSC·SX) ● 平面追加工(FC·WFC)
● V溝槽追加(VC·WVC)※全長硬度保證型除外。
商品類型

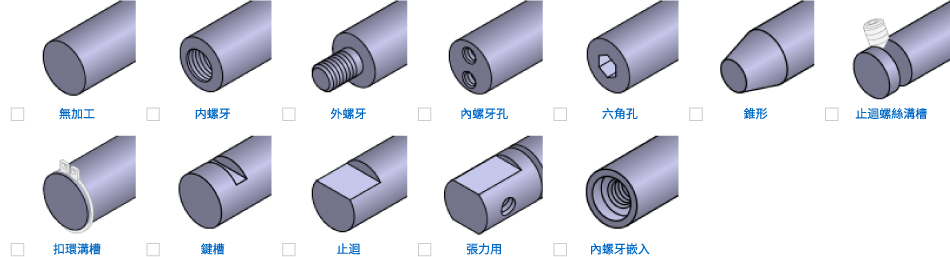
※形狀篩選有導桿與旋轉軸,再請依商品頁面為主
其他資訊
精密度基準
幾何公差資訊,可參考三住技術資料中的“幾何公差”。
真圓度·真直度·L尺寸精密度
-

-
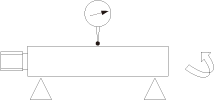
真直度測定方法
在軸的兩端以V形塊支撐,在任一點處使軸旋轉1圈測量千分表的振幅。
振幅測定值的1/2為真直度。
-
D部位的真圓度 軸徑
(超過)軸徑
(以下)軸公差h8
(C-VALUE)軸公差
g6·h5軸公差
f82 5 - 0.004 - 5 10 0.012 0.004 0.011 10 13 0.012 0.004 0.014 13 18 0.016 0.005 0.014 18 20 0.016 0.005 0.017 20 40 0.020 0.006 0.017 40 50 - 0.007 - -
真直度 軸徑 全長 軸公差h8
(C-VALUE)軸公差
g6·h5軸公差
f83·4 ≦100 - (L/100)×0.05以下 - >100 5 ≦100 (L/100)×0.03以下 >100 6~50 ≦100 0.025以下 0.01以下 0.025以下 >100 (L/100)×0.025以下 (L/100)×0.01以下 (L/100)×0.025以下 -
L尺寸·Y尺寸的公差 尺寸
(超過)尺寸
(以下)軸公差h8
(C-VALUE)軸公差
g6·h5軸公差
f82 6 ±0.1 6 30 ±0.2 30 120 ±0.3 120 400 ±0.5 400 1000 ±0.8 1000 1500 ±1.2
同軸度·垂直度