(!)由於 Microsoft 2022 年 6 月 15 日終止支援,Internet Explorer 11 不屬於本網站之推薦環境。

商品分類
StarQuick H100 (S1-14H100BX-18T1K)
TIMING PULLEY
StarQuick為MITSUBOSHI皮帶的軸孔完成品時規皮帶輪。
配合時規皮帶,可作為傳達機構的零件使用。
【特徵】
・不需圖面即可購買配合所使用軸徑完成附軸孔、鍵、攻牙加工的皮帶輪。
・亦可選擇表面處理或有無鉚合法蘭,可對應各種需求。
【用途】
・從工作機械、射出成形機等大型機械到影印機或印表機等OA設備
廣泛使用於多種裝置。
型號
商品篩選結果為1件時,會顯示商品型號。
S1-14H100BX-18T1K
本頁所標註的為參考用的標準出貨日。確切的預定到貨日請以訂購完成通知書的資訊為準。
StarQuick H100產品規格
| 齒型 | 齒分類 | 使用皮帶寬度公稱 (使用皮帶寬度) | 材質 | 表面處理 | 皮帶輪形狀 |
| H | 梯型齒型 (JIS齒型) | 100 (25.4mm) | 鋼材 | 未處理 | A |
| B | |||||
| 染黑 | A | ||||
| B | |||||
| 鍍無電解鎳 | A | ||||
| B |
產品代碼範例

皮帶輪尺寸【H】
標準皮帶輪形狀
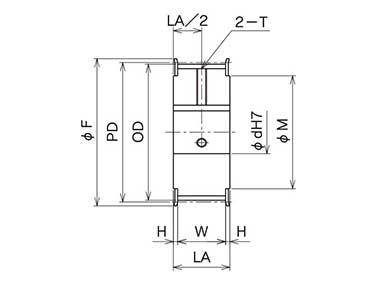
皮帶輪形狀A
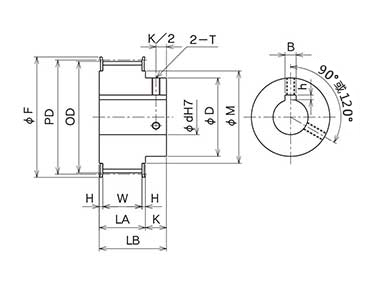
皮帶輪形狀B
皮帶輪尺寸表
| 公稱寬度 | 使用皮帶寬度 (mm) | 皮帶輪寬度 LA(mm) | 全寬 LB(mm) | 齒寬 W(mm) | 法蘭段寬度 H(mm) |
| 100 | 25.4 | 33 | 30齒以下:48 | 28 | 2.5 |
| 32齒以上:53 |
| 皮帶輪齒數 | 皮帶輪形狀 | 材質 | 外徑 | 間距徑 | 軸轂寬度 | 軸轂徑 | 軸孔徑d(mm) A形狀 | 軸孔徑d(mm) B形狀 | 對應法蘭尺寸 | ||||
| PD(mm) | OD(mm) | K(mm) | D(mm) | min | max | min | max | 厚度 | F | M | |||
| 14 | A、B | 鋼材 | 56.60 | 55.22 | 15 | 38 | 14 | 25 | 14 | 20 | F-16 | 61 | 41 |
| 15 | 60.64 | 59.27 | 46 | 16 | 30 | 16 | 25 | F-16 | 65 | 50 | |||
| 16 | 64.68 | 63.31 | 46 | 16 | 32 | 16 | 25 | F-16 | 69 | 50 | |||
| 18 | 72.77 | 71.39 | 54 | 16 | 35 | 16 | 30 | F-16 | 78 | 58 | |||
| 19 | 76.81 | 75.44 | 55 | 16 | 35 | 16 | 30 | F-16 | 83 | 63 | |||
| 20 | 80.85 | 79.48 | 56 | 16 | 38 | 16 | 32 | F-16 | 86 | 66 | |||
| 21 | 84.89 | 83.52 | 58 | 16 | 38 | 16 | 32 | F-16 | 90 | 73 | |||
| 22 | 88.94 | 87.56 | 58 | 20 | 38 | 20 | 32 | F-16 | 93 | 75 | |||
| 24 | 97.02 | 95.65 | 62 | 20 | 40 | 20 | 38 | F-16 | 105 | 84 | |||
| 25 | 101.06 | 99.69 | 66 | 20 | 40 | 20 | 40 | F-16 | 108 | 84 | |||
| 26 | 105.11 | 103.73 | 70 | 20 | 42 | 20 | 42 | F-16 | 112 | 90 | |||
| 28 | 113.19 | 111.82 | 74 | 20 | 42 | 20 | 42 | F-16 | 118 | 90 | |||
| 30 | 121.28 | 119.90 | 74 | 20 | 42 | 20 | 42 | F-16 | 126 | 100 | |||
| 32 | 129.36 | 127.99 | 20 | 78 | 20 | 45 | 20 | 45 | F-16 | 136 | 118 | ||
| 34 | 137.45 | 136.07 | 82 | 20 | 45 | 20 | 45 | F-16 | 146 | 128 | |||
| 36 | 145.53 | 144.16 | 82 | 20 | 48 | 20 | 48 | F-16 | 152 | 134 | |||
| 40 | 161.70 | 160.33 | 88 | 20 | 50 | 20 | 50 | F-16 | 168 | 150 | |||
鍵槽、攻牙尺寸
| 適用軸孔徑 (mm) | 鍵槽寬 B | 公差 JS9 | 鍵槽高度 h | 公差 | 攻牙尺寸 T | 固定螺絲 ()為準標準 |
|---|---|---|---|---|---|---|
| 4以上6.35以下※ | - | - | - | - | M3 | M3×4 |
| 7以上9以下※ | - | - | - | - | M4 | M4×5(M4×4) |
| 10以上12以下 | 4 | ±0.015 | 1.8 | +0.1 0 | M4 | M4×5(M4×4) |
| 12以上17以下 | 5 | 2.3 | M5 | M5×5 | ||
| 17以上22以下 | 6 | 2.8 | M6 | M6×8(M6×6) | ||
| 22以上30以下 | 8 | ±0.018 | 3.3 | +0.2 0 | ||
| 30以上38以下 | 10 | M8 | M8×10(M8×8) | |||
| 38以上44以下 | 12 | ±0.0215 | ||||
| 44以上50以下 | 14 | 3.8 | ||||
| 50以上58以下 | 16 | 4.3 | M10 | M10×12 | ||
| 58以上65以下 | 18 | 4.4 |
- ※ 關於附屬的固定螺絲,在尺寸一覽表(型錄第13頁)中僅塗藍部分由於攻牙長度不足,因此附有( )內的固定螺絲。
- ※ φ4〜9(軸孔徑:4〜9mm)無法進行鍵加工。
【設計資訊】
設計步驟、容許張力、H 基準傳導容量表、容許扭矩表關於攻牙加工
皮帶輪形狀A
皮帶輪形狀B
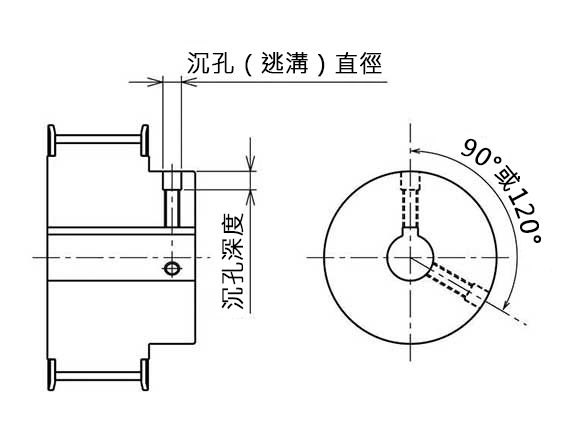
- (1)皮帶輪形狀A時,由於在齒底位置上進行攻牙加工,因此加工位置依齒數將位於90°、120°(以上)位置附近。
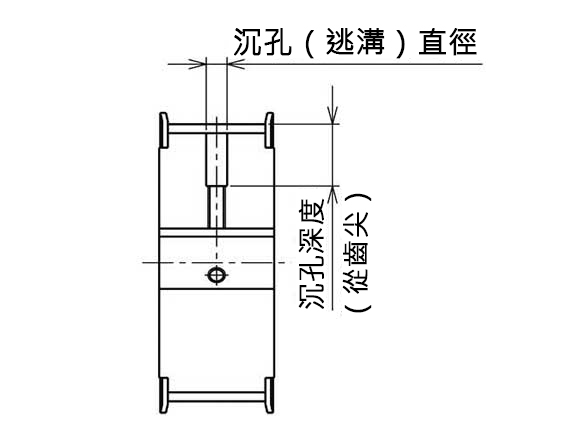
- (2)為增加攻牙長度,依齒數、軸孔尺寸設置沉孔。關於沉孔徑請確認下表。
沉孔深度的基準,A型為齒尖、B型為自軸轂外型算起深度。
| 攻牙尺寸 | 沉孔徑 |
|---|---|
| M4 | φ5 |
| M5 | φ6 |
| M6 | φ7 |
| M8 | φ9 |
| M10 | φ11 |
關於法蘭
時規皮帶輪一般來說不像平面皮帶輪呈桶型(中央較高),因此皮帶將依軸的平行度或皮帶固有的特性而向單側偏移。
為了不讓皮帶自皮帶輪偏移,請在皮帶輪側面安裝法蘭。
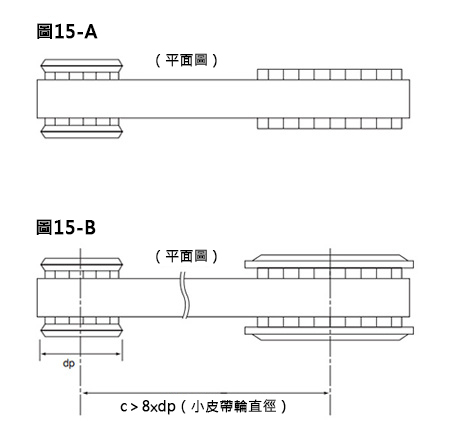
水平軸時
- 1.軸間距離小於小皮帶輪徑的8倍時,請依圖15-A所示在小皮帶輪上安裝雙法蘭。W型除外,標準皮帶輪A型、B型及C型皆有附法蘭。
- 2.軸間距離為皮帶輪徑的8倍以上時,請依圖15-B所示在兩側的皮帶輪上安裝雙法蘭。
垂直軸時
由於皮帶容易因自身重量而向下側偏移,請在所有皮帶輪下側安裝法蘭。
法蘭的安裝
(1)鉚合方式
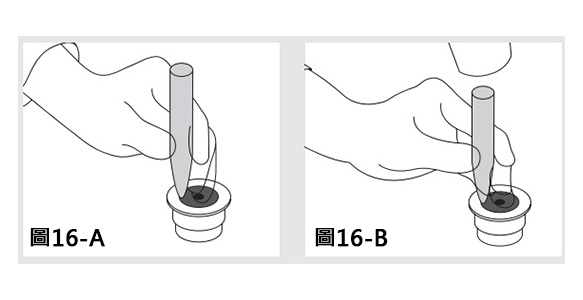
請使用沖頭,按照上述要領進行鉚合。
請如下圖所示將皮帶輪放置於平盤上,並將皮帶輪本體覆蓋在法蘭面上,使用沖頭進行鉚合。
(作業時,請使用手套等護具。)
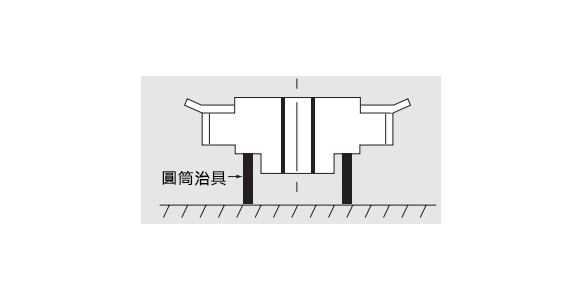
於軸轂的反向側進行鉚合時,可能會呈現不穩定的狀態,如依上圖所示將軸轂部插入圓筒管等物中,鉚合將更簡單。
| 皮帶輪徑(mm) | 鉚合數 |
|---|---|
| 30以下 | 4處 |
| 31~50 | 6處 |
| 51~80 | 8處 |
| 81~150 | 10處 |
| 151以上 | 12處 |
- ※ S8M、S14M的鉚合數請設為上表中的2倍。
鉚合時的注意事項
- 1.若皮帶輪的法蘭嵌合部附著異物,皮帶輪與法蘭之間可能產生間隙,請注意。
- 2.為防止法蘭傾斜,請沿對角依序進行鉚合。
(2)螺釘固定方式
S8M、S14M型大徑皮帶輪及XH、XXH型皮帶輪的法蘭為切削法蘭,皮帶輪本體的安裝請以平頭螺絲固定。
法蘭不提供單獨販售。
| 型號 |
|---|
| S1-14H100BX-18T1K |
| 型號 | 數量折扣 | 標準 出貨日 | 齒數 (T) | 皮帶輪形狀 | 表面處理 | 最外径 (mm) | 鍵槽加工 | 軸孔徑 H7 (mm) | 法蘭 | 附屬固定螺絲 | 攻牙孔加工 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 13天~ | 14 | B | 無 | 55.22 | 有 | 18 | 無鉚合 附件 | M6×8 | 1處 |
Loading...
基本資訊
| 型式 | 時規皮帶輪 | 皮帶形 | H | 使用皮帶寬度(mm) | 25.4 |
|---|---|---|---|---|---|
| 材質 | 鋼材 | 皮帶輪/惰輪 | 皮帶輪(無軸承) |
StarQuick H100的型號S1-14H100BX-18T1K頁面。
記載關於型號S1-14H100BX-18T1K之規格、尺寸、型式情報。
篩選規格・尺寸
-
類型
- H100
-
齒數(T)
-
皮帶輪形狀
- A
- B
-
表面處理
- 無
- 染黑處理
- 鍍無電解鎳
-
鍵槽加工
- 有
- 無
-
軸孔徑 H7(mm)
-
法蘭
- 法蘭鉚合
- 無鉚合 附件
-
附屬固定螺絲
- M5×5
- M6×6
- M6×8
- M8×8
- M8×10
- -
-
攻牙孔加工
- 1處
- 2處 90度
- 2處 120度
- 無
-
CAD檔案
- 2D
- 3D
用出貨日篩選
-
- 全選
- 8天以内
- 11天以内
- 12天以内
- 13天以内
- 17天以内
- 73天以内
可指定追加工
- 因有部分型號的規格・尺寸無法完全顯示,詳細資訊請參照 廠牌產品型錄 。
本商品分類
| 型號 |
|---|
| S1-14H100AF-14T1X |
| S1-14H100AF-14T2K |
| S1-14H100AF-14T2X |
| S1-14H100BX-18T1X |
| S1-14H100BX-18T2K |
| S1-14H100BX-18T2X |
| 型號 | 數量折扣 | 標準 出貨日 | 齒數 (T) | 皮帶輪形狀 | 表面處理 | 最外径 (mm) | 鍵槽加工 | 軸孔徑 H7 (mm) | 法蘭 | 附屬固定螺絲 | 攻牙孔加工 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 13天~ | 14 | A | 無 | - | 無 | 14 | 法蘭鉚合 | M5×5 | 1處 | ||
| 13天~ | 14 | A | 無 | - | 有 | 14 | 法蘭鉚合 | M5×5 | 2處 90度 | ||
| 13天~ | 14 | A | 無 | - | 無 | 14 | 法蘭鉚合 | M5×5 | 2處 90度 | ||
| 13天~ | 14 | B | 無 | 55.22 | 無 | 18 | 無鉚合 附件 | M6×8 | 1處 | ||
| 13天~ | 14 | B | 無 | 55.22 | 有 | 18 | 無鉚合 附件 | M6×8 | 2處 90度 | ||
| 13天~ | 14 | B | 無 | 55.22 | 無 | 18 | 無鉚合 附件 | M6×8 | 2處 90度 |
此分類還有這些商品
- 免鍵時規皮帶輪 H型
- 免鍵高扭矩時規皮帶輪 S5M型
- 免鍵高扭矩時規皮帶輪 P5M型
- 惰輪軸
- 【經濟型】時規皮帶輪 XL型
- 【經濟型】附法蘭齒形惰輪 HTD 5M
- 【經濟型】 時規皮帶輪 HTD 8M型
- 2GT皮帶輪
經常被一起購買的商品





看過此商品的人也看過這些商品


技術支援服務
- FA用機械標準零件
- Tel:02-25703766 / FAX:02-25703767
- 與我們聯絡
請協助改善本網站
請協助改善本網站
對於各位顧客的寶貴意見請恕我們無法逐一回覆,還請諒解。
個人資訊保護法・隱私權政策
非常感謝您的回答。
對於各位顧客的寶貴意見請恕我們無法逐一回覆,還請諒解。
希望三住回覆的客戶請使用、 與我們聯絡
個人資訊保護法・隱私權政策