(!)由於 Microsoft 2022 年 6 月 15 日終止支援,Internet Explorer 11 不屬於本網站之推薦環境。
商品分類
- 2024.4月底~5月初適逢日本國內黃金週連假,期間MISUMI日本於 5/3(五) & 5/4(六) 停止出貨。建議客戶提早備貨以減少對交期的影響,同時預防連假後出貨量遽增產生遞延。
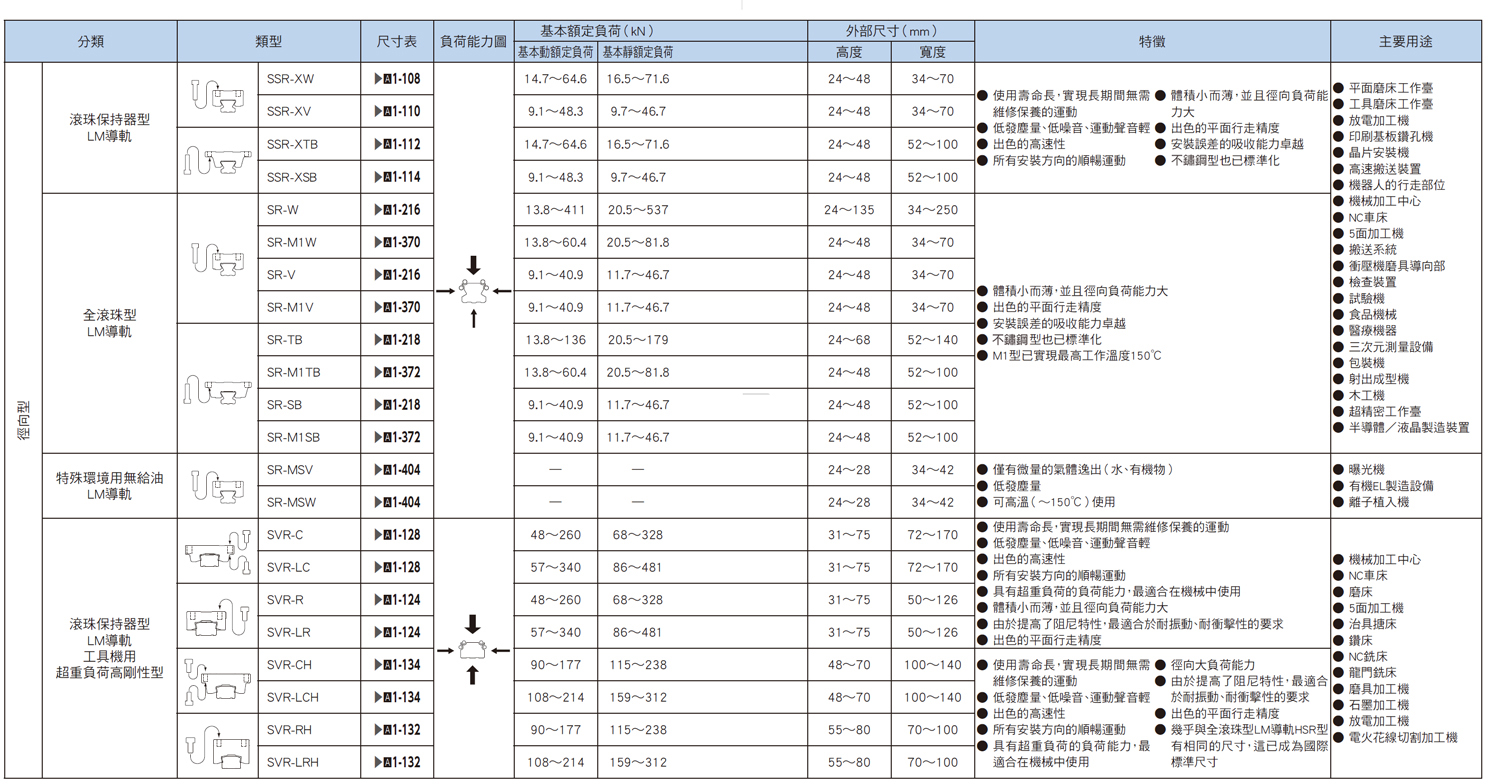
附滾珠保持器的LM導軌 徑向型 SSR型

截面高度較低的精巧型,最適合水平導引部。
【特長 】
・採用滾珠保持器避免滾珠相互摩擦,具優異的高速性,實現低噪音、高音質、長壽命與長期免保養。
・滾珠保持器可避免滾珠間相互摩擦,提升潤滑油維持力,進而降低發塵。
・截面高度較低的精巧型,由於為滾珠接觸結構,可耐徑向方向的荷重,最適合水平導引部。
・採用可耐徑向荷重的滾珠接觸構造,在徑向荷重發生作用時,徑向的移位量少,實現穩定的運行精度。
・藉由THK獨家的圓弧溝正面組合(DF套組)之自動調整能力效果,即使施加預壓也可吸收安裝誤差,而實現高精度且順暢的直線運動。
・將耐腐蝕性優異的不鏽鋼用於製作LM滑塊、LM導軌、滾珠,不鏽鋼製品也已標準化。
【用途 】
・平面磨床、放電加工機、高速運送裝置、NC車床、射出成形機
・木工機、半導體製造裝置、檢查裝置、食品機械
型號
商品篩選結果為1件時,會顯示商品型號。
本頁所標註的為參考用的標準出貨日。確切的預定到貨日請以訂購完成通知書的資訊為準。
INDEX
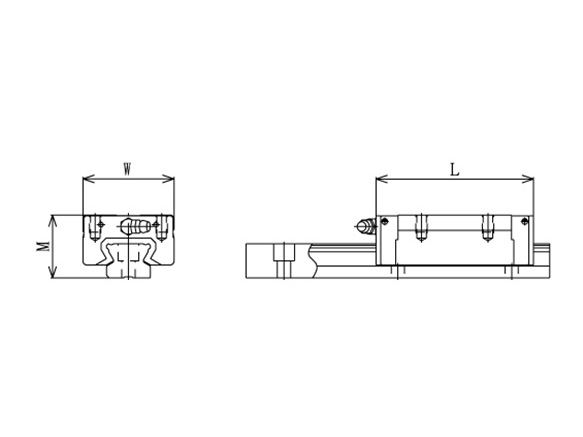
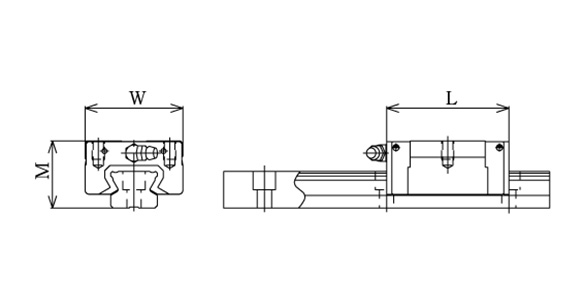
尺寸圖
SSR-XW型
尺寸圖、規格表
縮減LM滑塊的寬度(W),並實施攻牙加工的類型。
| 公稱型號 | 外型尺寸 | LM滑塊尺寸 | H3 | LM軌道尺寸 | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 高度 M | 寬度 W | 長度 L | B | C | S×l | L1 | T | K | N | E | 寬度 W1 ±0.05 | W2 | 高度 M1 | 間距 F | d1×d2×h | ||
| SSR 15XW | 24 | 34 | 56.9 | 26 | 26 | M4×7 | 39.9 | 6.5 | 19.5 | 4.5 | 5.5 | 4.5 | 15 | 9.5 | 12.5 | 60 | 4.5×7.5×5.3 |
| SSR 15XWM | |||||||||||||||||
| SSR 20XW | 28 | 42 | 66.5 | 32 | 32 | M5×8 | 46.6 | 8.2 | 22 | 5.5 | 12 | 6 | 20 | 11 | 15.5 | 60 | 6×9.5×8.5 |
| SSR 20XWM | |||||||||||||||||
| SSR 25XW | 33 | 48 | 83 | 35 | 35 | M6×9 | 59.8 | 8.4 | 26.2 | 6 | 12 | 6.8 | 23 | 12.5 | 18 | 60 | 7×11×9 |
| SSR 25XWM | |||||||||||||||||
| SSR 30XW | 42 | 60 | 97 | 40 | 40 | M8×12 | 70.7 | 11.3 | 32.5 | 8 | 12 | 9.5 | 28 | 16 | 23 | 80 | 7×11×9 |
| SSR 30XWM | |||||||||||||||||
| SSR 35XW | 48 | 70 | 110.9 | 50 | 50 | M8×12 | 80.5 | 13 | 36.5 | 8.5 | 12 | 11.5 | 34 | 18 | 27.5 | 80 | 9×14×12 |
表1 LM軌道安裝孔尺寸
| 公稱型號 | 標準軌道 | 準標準軌道 |
|---|---|---|
| SSR 15 | M4用(記號Y) | M3用(無記號) |
| SSR 25 | M6用(記號Y) | M5用(無記號) |
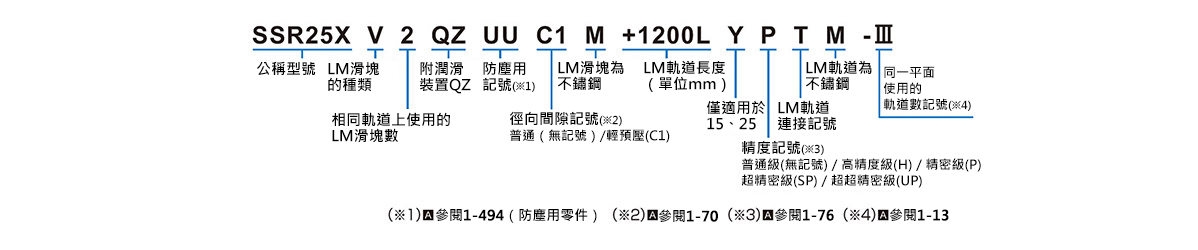
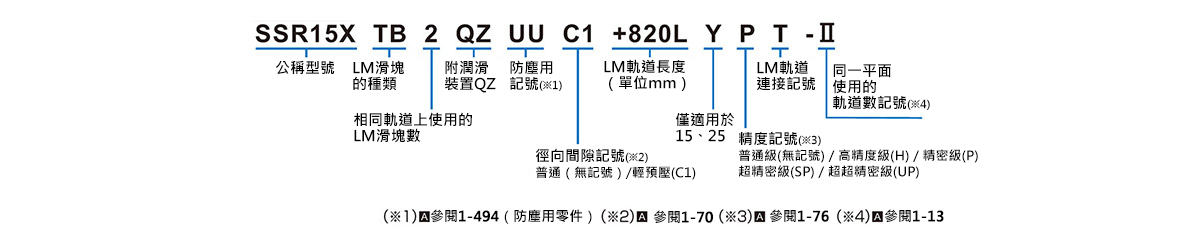
公稱型號構成範例
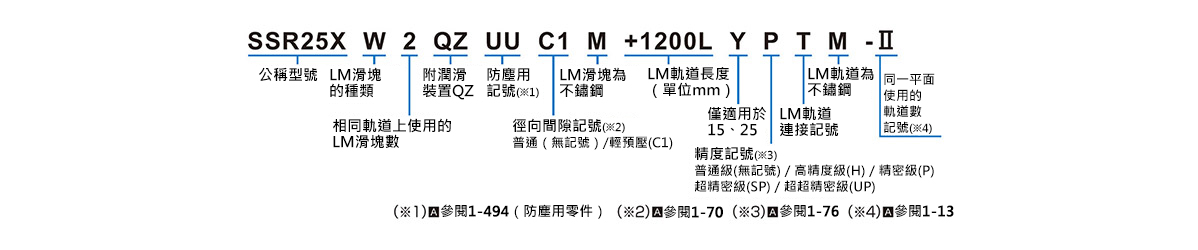
公稱型號構成範例
註)此公稱型號是以1軸組件為1個set。(2軸平行使用時的必要數量為最低2set。)
如有附潤滑裝置QZ時,則未附潤滑油油嘴。如附QZ的規格也希望附有潤滑油油嘴時,請洽詢本公司服務中心。
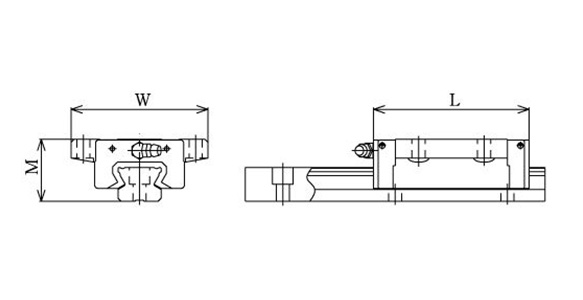
SSR-XV型
尺寸圖、規格表
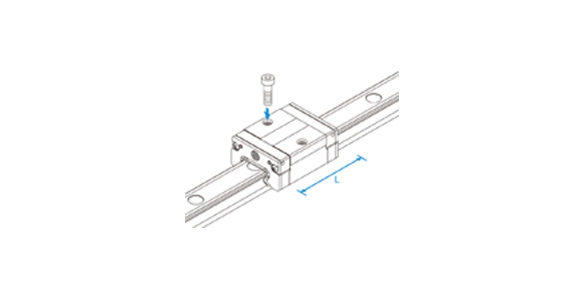
與SSR-XW型同一截面形狀,縮短LM滑塊全長(L)的省空間型。
| 公稱型號 | 外型尺寸 | LM滑塊尺寸 | H3 | LM軌道尺寸 | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 高度 M | 寬度 W | 長度 L | B | S×l | L1 | T | K | N | E | 寬度 W1 ±0.05 | W2 | 高度 M1 | 間距 F | d1×d2×h | ||
| SSR 15XV | 24 | 34 | 40.3 | 26 | M4×7 | 23.3 | 6.5 | 19.5 | 4.5 | 5.5 | 4.5 | 15 | 9.5 | 12.5 | 60 | 4.5×7.5×5.3 |
| SSR 15XVM | ||||||||||||||||
| SSR 20XV | 28 | 42 | 47.7 | 32 | M5×8 | 27.8 | 8.2 | 22 | 5.5 | 12 | 6 | 20 | 11 | 15.5 | 60 | 6×9.5×8.5 |
| SSR 20XVM | ||||||||||||||||
| SSR 25XV | 33 | 48 | 60 | 35 | M6×9 | 36.8 | 8.4 | 26.2 | 6 | 12 | 6.8 | 23 | 12.5 | 18 | 60 | 7×11×9 |
| SSR 25XVM | ||||||||||||||||
表1 LM軌道安裝孔尺寸
| 公稱型號 | 標準軌道 | 準標準軌道 |
|---|---|---|
| SSR 15 | M4用(記號Y) | M3用(無記號) |
| SSR 25 | M6用(記號Y) | M5用(無記號) |
公稱型號構成範例
公稱型號構成範例
註)此公稱型號是以1軸組件為1個set。(2軸平行使用時的必要數量為最低2set。)
如有附潤滑裝置QZ時,則未附潤滑油油嘴。如附QZ的規格也希望附有潤滑油油嘴時,請洽詢本公司服務中心。
SSR-XTB
尺寸圖、規格表
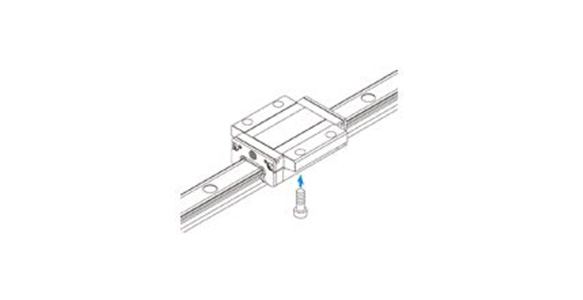
可從底面安裝LM滑塊,最適合滑座無法開通安裝用螺栓通孔的情況。
SSR-XTB
| 公稱型號 | 外型尺寸 | LM滑塊尺寸 | H3 | LM軌道尺寸 | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 高度 M | 寬度 W | 長度 L | B | C | L1 | T | K | N | E | 寬度 W1 ±0.05 | W2 | 高度 M1 | 間距 F | d1×d2×h | ||
| SSR 15XTB | 24 | 52 | 56.9 | 41 | 26 | 39.9 | 7 | 19.5 | 4.5 | 5.5 | 4.5 | 15 | 18.5 | 12.5 | 60 | 4.5×7.5×5.3 |
| SSR 20XTB | 28 | 59 | 66.5 | 49 | 32 | 46.6 | 9 | 22 | 5.5 | 12 | 6 | 20 | 19.5 | 15.5 | 60 | 6×9.5×8.5 |
| SSR 25XTB | 33 | 73 | 83 | 60 | 35 | 59.8 | 10 | 26.2 | 6 | 12 | 6.8 | 23 | 25 | 18 | 60 | 7×11×9 |
表1 LM軌道安裝孔尺寸
| 公稱型號 | 標準軌道 | 準標準軌道 |
|---|---|---|
| SSR 15 | M4用(記號Y) | M3用(無記號) |
| SSR 25 | M6用(記號Y) | M5用(無記號) |
公稱型號構成範例
公稱型號構成範例
註)此公稱型號是以1軸組件為1個set。(2軸平行使用時的必要數量為最低2set。)
如有附潤滑裝置QZ時,則未附潤滑油油嘴。如附QZ的規格也希望附有潤滑油油嘴時,請洽詢本公司服務中心。
產品基本規格、特長
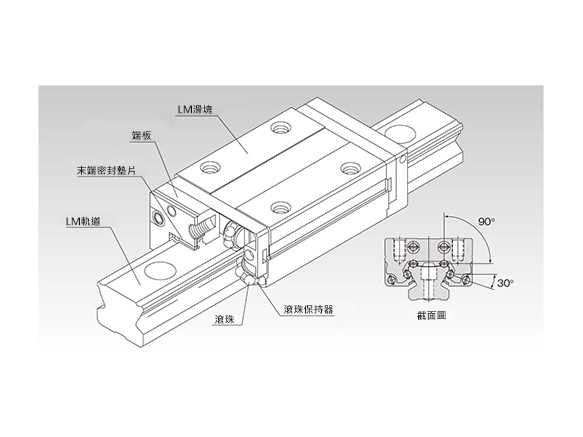
構造和特長
滾珠在LM軌道與LM滑塊上精密磨削加工出的4列滾動面上滾動,再藉由組裝在滾珠保持器與LM滑塊上的端板使滾珠列循環。採用滾珠保持器避免滾珠相互摩擦、提高潤滑油的保持力,因此可實現低噪音、優異的高速性、長壽命、長期免保養。
精巧型、徑向型
截面高度較低的精巧型,由於為滾珠接觸構造,可耐徑向的荷重,最適合水平導引部。
優異的平面行走精度
採用可耐徑向荷重的滾珠接觸構造,在徑向荷重發生作用時,徑向的變位量少,可實現穩定的運行精度。
自動調整能力
THK藉由獨特圓弧溝槽的正面組合(DF套組)具有的自動調整能力,可吸收因施加預壓而產生的安裝誤差,可獲得高精度、順暢的直線運動。
不鏽鋼製也已標準化
將耐腐蝕性優異的不鏽鋼用於製作LM滑塊、LM導軌、滾珠,不鏽鋼製品也已標準化。

SSR外觀
SSR尺寸圖
使用方法、使用範例
安裝步驟與保養維護
LM導軌的安裝
基準側LM導軌的標示與組合
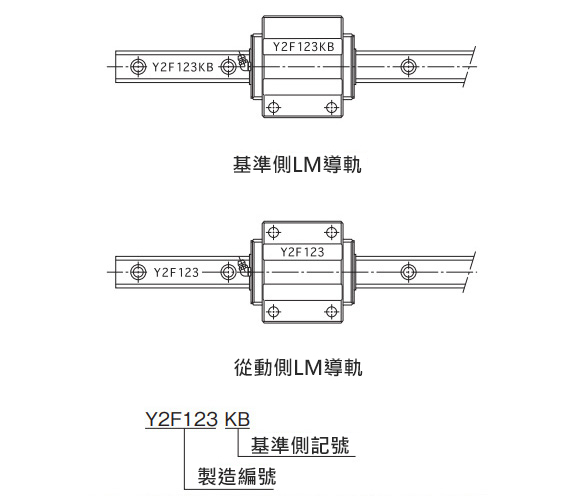
圖1 基準側和從動側LM導軌(例. HSR-B型)
【基準側LM導軌的標示】
安裝於同一平面上的LM軌道皆印有同一製造編號。其中製造編號末尾有「KB」標誌的LM軌道為基準側,LM滑塊設有按規定精度加工的基準面,可作為滑座定位側使用。(參閱圖1)
但是僅一般級精度未標示「KB」,因此只要編號相同,無論在哪一種LM軌道皆可當作基準側使用。
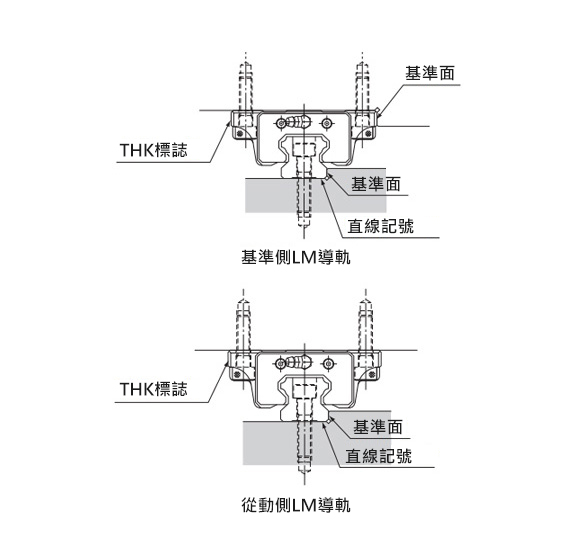
圖2 基準面的標示
【基準面的標示】
LM導軌基準面的標示如圖2所示,LM滑塊在THK標誌的反向側、LM軌道則是以劃線標誌側為基準面。使用上必須使LM軌道及LM滑塊基準面的位置關係相反,或希望將潤滑油油嘴的方向設定在反向側時,請指定。
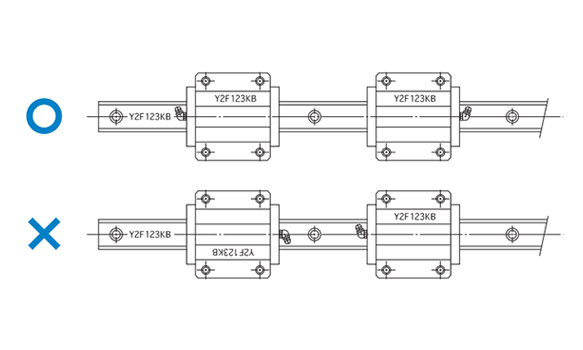
圖3 LM軌道與LM滑塊的組合標示(例. HSR-A型)
【LM軌道及LM滑塊的組合標示】
LM軌道與LM滑塊標示的製造編號由同一編號組合而成。如需將LM軌道與LM滑塊分開時,請務必確認同一編號面向同一方向後再重新組合。(圖3)
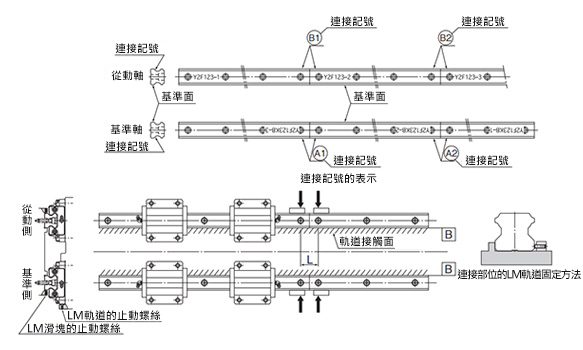
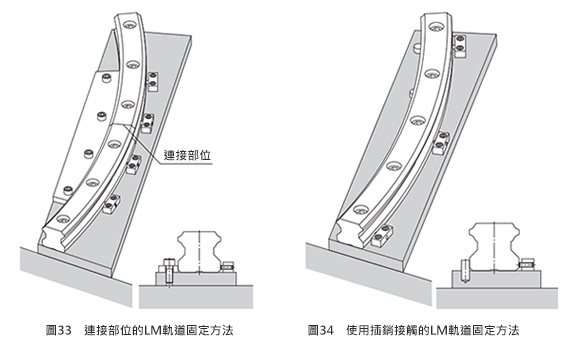
圖4 連接使用
【連接使用】
長版LM軌道以連接方式製造,連接LM軌道時請對準圖4標示的連接標誌組裝使用。
此外,LM軌道在2軸並列使用下連接時,並列組合的2set製作為線對稱(鏡像對稱)。
LM軌道連接部附近如承受過大荷重時,LM軌道可能會偏移而產生高低落差。因此,連接部建議用壓入螺絲等將LM軌道貼合接觸面,並縮短L尺寸、確實固定。(圖4)詳情請洽詢THK。
安裝步驟
機械需承受振動衝擊而要求剛性與高精度時的安裝範例
LM軌道的安裝
- 1.組裝前務必去除LM導軌對象機械安裝面的毛邊、凹痕及污垢等。(圖6)
註)LM導軌有塗布防鏽油,組裝前請先以洗淨油擦拭基準面後再使用。由於去除防鏽油的基準面容易生鏽,建議塗布黏度低的主軸油等。 - 2.將LM軌道輕在底座上,並以螺栓暫時鎖緊直到LM軌道輕輕的貼合在安裝面上。(將LM軌道的劃線標誌側壓向底座橫向基準面。)(圖7)
註)固定LM導軌用的安裝螺栓請使用清潔的螺栓。此外,螺栓在栓入LM軌道的安裝孔時,請確認螺牙孔未產生偏移。(圖8)若在螺牙孔偏移的狀態下,還強硬將螺栓鎖入時,可能會導致精度下降。 - 3.以將LM軌道壓入螺絲,直到可貼合橫向安裝面程度的鎖緊力依序鎖緊。(圖9)
- 4.使用扭力扳手,以規定的扭矩鎖緊安裝螺栓。(圖10)
註)LM軌道安裝螺栓的鎖緊步驟為從中央位置往軸端依序鎖緊,即可獲得穩定的精度。 - 5.以相同的方式安裝剩下的LM軌道,即可完成LM軌道的安裝。
- 6.將護蓋鎖入LM軌道上方螺絲栓,直到呈現為同一面。
圖5 機械振動衝擊作用時
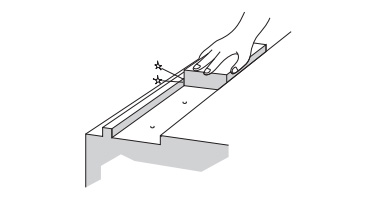
圖6 安裝面的檢查
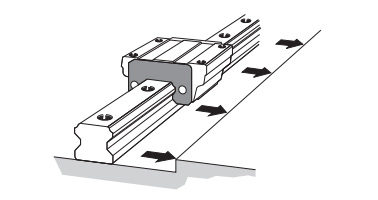
圖7 基準面的接觸面
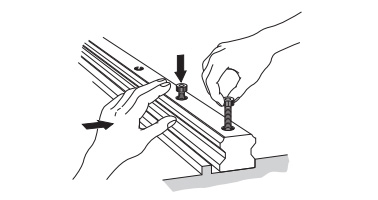
圖8 確認螺栓的縫隙
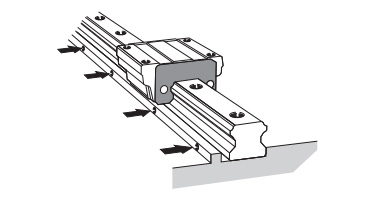
圖9 壓入螺絲鎖緊
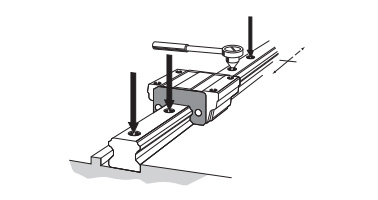
圖10 安裝螺栓的正式固定
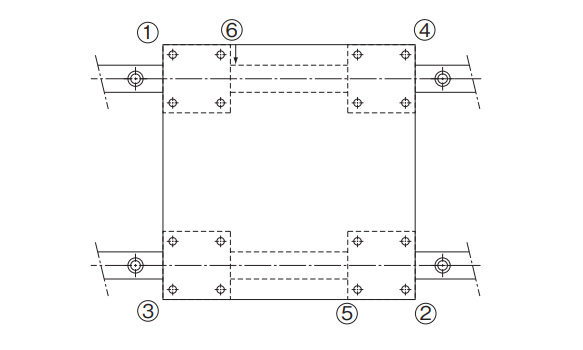
圖11 LM滑塊鎖緊步驟
LM滑塊的安裝
- 1.將滑座輕放在LM滑塊上,並以安裝螺栓暫時鎖緊。
- 2.將基準側LM滑塊以壓入螺絲鎖在滑座側面基準面,並進行滑座定位。(參閱B1-91 圖5)
- 3.將基準側、從動側的安裝螺栓正式鎖緊即完成組裝。
註)鎖緊安裝螺栓時請如圖11所示,沿著對角線依序鎖緊,即可平均固定滑座。此方法不費時間即可找出LM軌道的真直度,且無需固定用定位銷加工,可大幅縮短組裝工時。
基準側LM軌道的安裝
暫時鎖緊安裝螺栓後,以小型夾鉗將安裝螺栓的位置以橫向基準面確實壓牢後再正式鎖緊安裝螺栓。按照每一個安裝螺栓的間距依序鎖緊。(圖13)
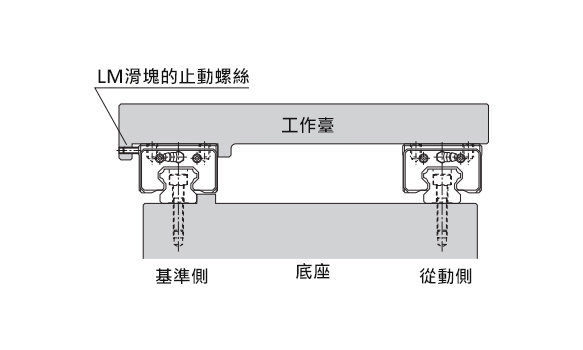
圖12 基準側LM軌道無壓入螺絲時
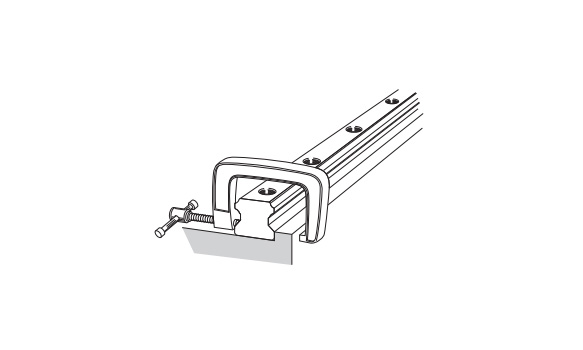
圖13
從動側LM軌道的安裝
從動側LM軌道相對於已正確安裝完畢的基準側LM軌道平行安裝時,建議採用下列方法。
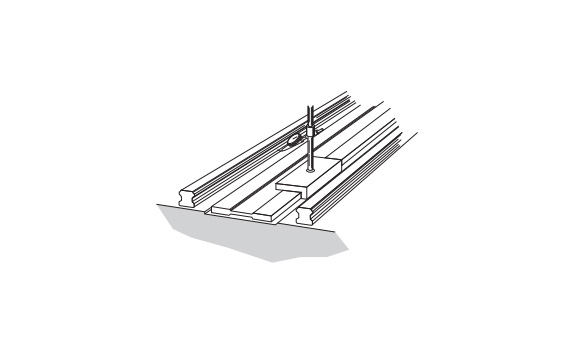
圖14
直尺法
使用針盤量錶將置於2軸間的直尺平行於基準側LM軌道的橫向基準面設置,以直尺為基準透過針盤量錶由軸端開始定出從動側的真直度,同時依序固定安裝螺栓。
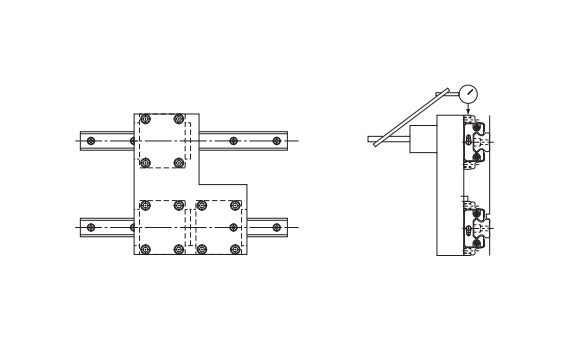
圖15
滑座運行法
將2個基準側的LM滑塊固定於滑座(或者測定用暫用滑座),將從動側的LM軌道與LM滑塊(1個)共同暫時鎖緊在底座與滑座上。將針盤量錶置於固定在滑座上面的針盤架並抵住從動側LM滑塊側面,再將滑座由軸端開始移動,定出從動側LM軌道的平行度同時依序固定安裝螺栓。
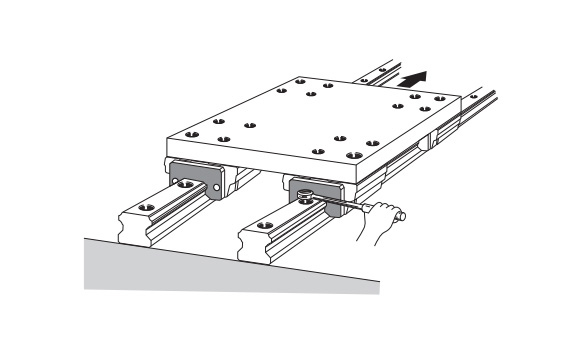
圖16
對齊基準側LM軌道法
將滑座放置在已正確安裝的基準側LM軌道與暫時鎖緊的從動側LM軌道LM滑塊上,並將基準側2個LM滑塊與從動側2個LM滑塊的其中之1個以螺栓正式鎖緊。暫時鎖緊剩餘的從動側LM滑塊,並同時依序鎖緊從動側LM軌道的安裝螺栓。
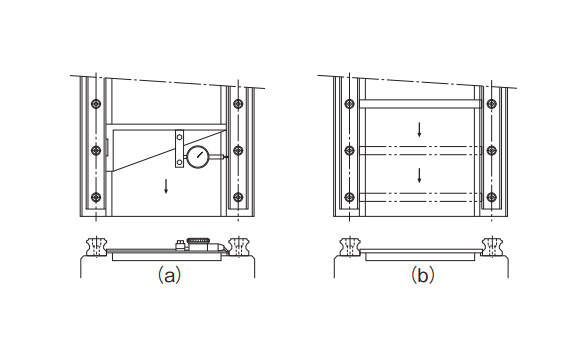
圖17
使用治具的方法
使用圖17所示的治具,從單側以一個安裝間距為單位依序定出相對於基準側側面基準面的從動側基準面平行度,同時正式鎖緊安裝螺栓。
基準側LM軌道無橫向接觸面時的安裝範例
基準側LM軌道的安裝
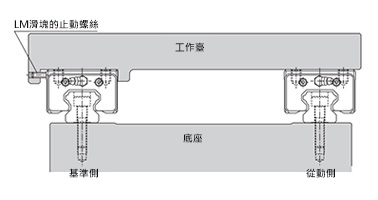
圖18
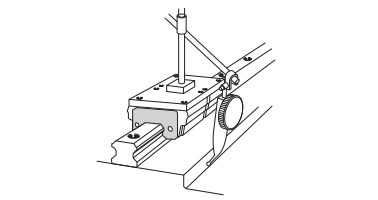
圖19
使用暫時基準面的方法
此方法使用設置在底座LM軌道安裝部附近的基準面,由軸端開始訂出LM軌真直度,使用此方法時必須如圖19所示,將2個LM滑塊貼合並固定在測定用板上。
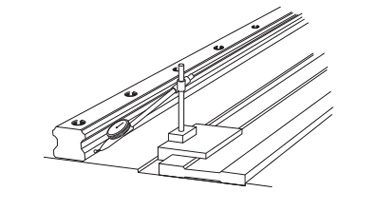
圖20
直尺法
暫時鎖緊安裝螺栓後,如圖20所示以直尺為基準透過針盤量錶由軸端開始定出LM軌道側面基準面的真直度,同時正式固定安裝螺栓。
HR型組裝要領
HR型的組裝建議參考以下要領。
- 1.將油砥石壓在底座的LM軌道安裝面上,去除毛邊、擠壓處。(圖21)
- 2.利用小型虎鉗等,將產品基準面往底座的安裝面壓,直到與安裝面貼合,再以建議扭矩(參閱B1-101)鎖緊安裝螺栓。(圖22)
a.確認螺栓上面沒有凹陷。
b.鎖緊螺栓時須使用扭力扳手從中央往兩端依序鎖緊。 - 3.將LM滑塊設置在滑座上,並安裝到LM軌道。此時需先將LM滑塊的安裝螺栓暫時鎖緊。
- 4.依序並交互鎖緊間隙調整螺絲,調整間隙。此外,如為了實現高剛性而需充分施加預壓時,緊固扭矩則由滾動阻力值管理。
a.如圖23所示,每一個LM滑塊最好使用3處間隙調整螺絲。
b.設定3個間隙調整螺絲的緊固扭矩時,請使兩端的螺絲扭矩稍弱,約為中央螺絲扭矩的90%,即可得到良好的結果。 - 5.在移動滑座的同時,將暫時鎖緊的2個LM滑塊安裝螺栓交互且緩慢鎖緊,固定LM滑塊。(圖24)
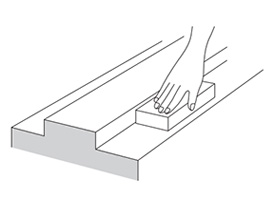
圖21
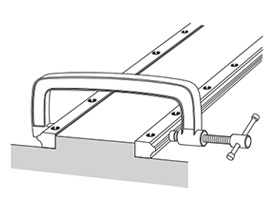
圖22
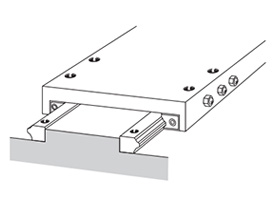
圖23
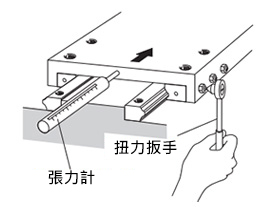
圖24
間隙調整範例
間隙調整螺絲請設計為按壓LM滑塊中央部。
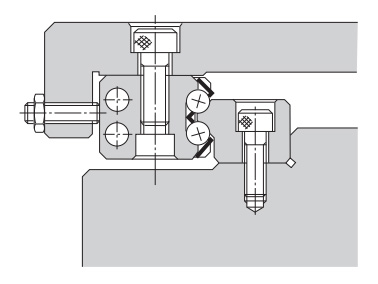
一般情況下,使用調整螺絲壓入LM滑塊。
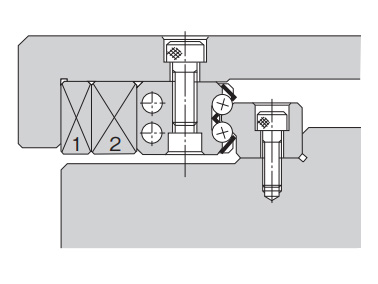
如需要求高精度、高剛性時,請使用錐形鑲條1、2。
也有以偏心銷進行間隙調整的類型。
GSR型組裝要領
GSR型的組裝要領如下所示。
- 1.將滑座壓在LM滑塊的基準面上,正式鎖緊固定。滑座兩側設有接觸面。(圖25)
- 2.將LM軌道A放置在底座上,對齊直尺。使用扭力扳手正式鎖緊。(圖26)
- 3.將LM軌道B暫時固定在底座上,並插入滑塊。將LM軌道B壓在滑塊側,並暫時鎖緊。(圖27)
- 4.將滑座運行數次行程、讓LM滑塊運行順暢,並利用扭力扳手將LM軌道B正式鎖緊。(圖28)此外,如組裝數量較多,只要製作如圖29所示的治具,在定出LM軌道平行度的同時進行組裝,即可簡單完成。
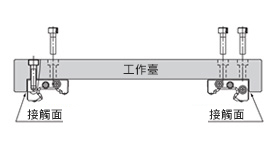
圖25
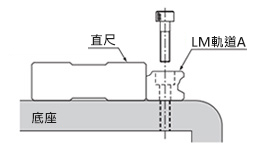
圖26
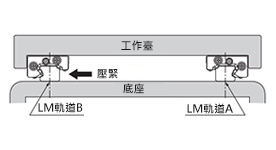
圖27
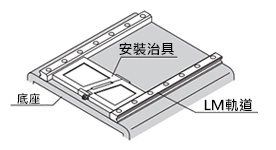
圖29
JR型組裝要領
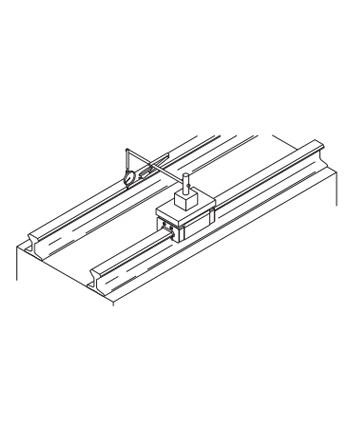
如圖30所示,在軸平行的狀態下使用時,請將1軸固定在底座後將針盤量錶設置在LM滑塊上面,再抵住另1軸的LM軌道側面及上面,同時調整平行度及水平度進行安裝。
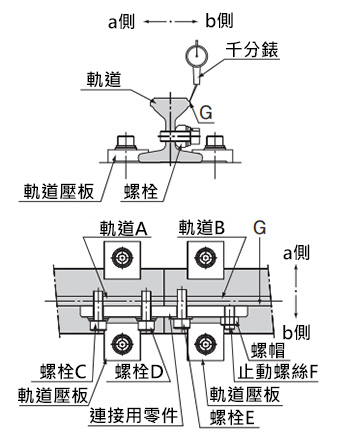
使用LM軌道連接規格時,我們備有如圖31所示的零件,請按照指示連接。(軌道己施加連接零件組裝用的攻牙加工)
安裝方法
- 1.將軌道固定器的螺栓暫時鎖緊。
- 2.將軌道A與連接零件以螺栓C、D固定。
- 3.將針盤量錶壓在軌道A、B的連接部側面G,再以軌道B側的螺栓E、止動螺絲F調整左右高度落差。若鎖緊螺栓E,軌道B會向b側移動;若鎖緊止動螺絲F,軌道B會向a側移動。
- 4.使用止動螺絲F調整完畢後,再以螺帽固定止動螺絲F。
- 5.利用軌道固定器調整上下方向並固定。
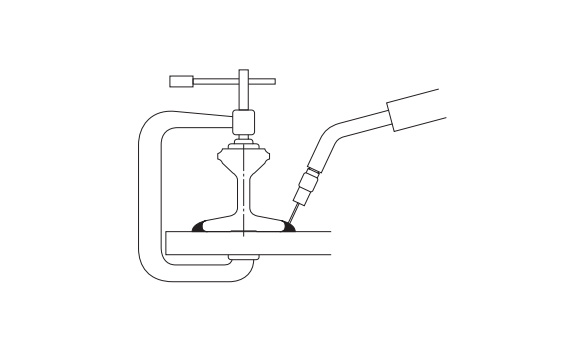
焊接軌道時,最好以上圖32所示的小型夾鉗等固定住焊接處再進行焊接。焊接時建議下列焊接條件。(此外,在焊接時請注意不可讓焊渣飛濺在LM軌道的滾動面上。)
[焊接條件]
預熱溫度:200℃
後熱溫度:350℃
註)超過 750℃會有再淬火的危險性。
[遮護金屬電弧焊接]
焊接棒:LB52神戶製鋼所(股)
[二氧化碳保護電弧焊接時]
電線:YGW12
電流:200A
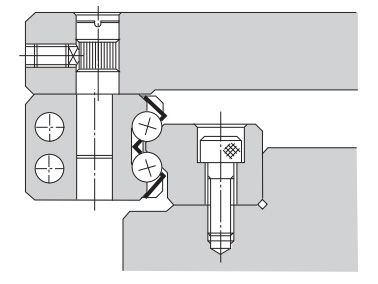
安裝R導軌LM軌道時,建議使用在LM軌道的基準面側(內側)設置接觸面(也可用插銷等壓住),將LM軌道抵住接觸面,再從基準面反側以壓板等壓住的方法。
安裝後的精度測定方法
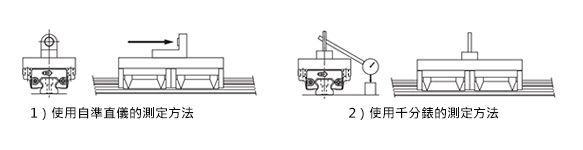
圖35 安裝後的精度測定方法
測定一軸運行精度時
測定LM滑塊的運行精度時,使用如圖35所示的2個LM滑塊,並固定在檢查用板上進行,即可得到穩定的精度。此外,使用針盤量錶時,請盡量將直尺放在靠近LM滑塊的位置,才可正確測定。
LM導軌的安裝
LM導軌的安裝
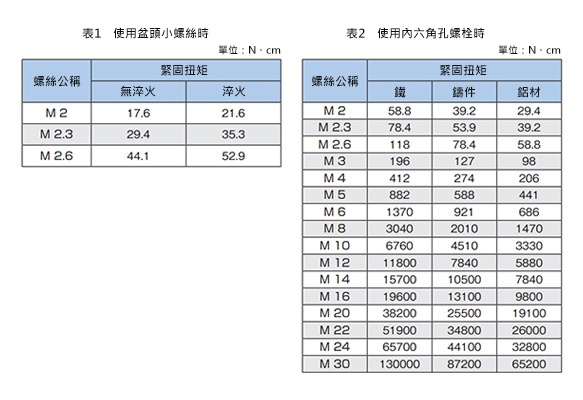
高精度LM導軌的LM軌道是在用螺栓鎖緊的狀態下,實施滾動面的磨削加工或精度檢查。安裝於機械本體時,建議使用表1、表2的螺絲緊固扭矩值。
注意、禁止事項
使用注意事項
LM導軌使用注意事項
【使用】
- 1.在搬運較重(20kg以上)的產品時,請2人以上共同搬運或使用搬運器具。否則會造成人員受傷或產品破損。
- 2.請勿拆解各部位。否則會導致功能受損。
- 3.若使LM滑塊及LM軌道傾斜,可能因為自身重量而掉落,請特別注意。
- 4.請勿使LM導軌掉落或敲擊本產品。否則會造成人員受傷或產品破損。此外,產品受到撞擊時,即使從外觀看沒有破損,其功能也有可能受損。
- 5.進行組裝作業時,請勿將LM滑塊從LM軌道中抽出。
- 6.手伸入LM軌道的安裝孔,可能會被LM滑塊挾住,導致受傷,敬請注意。
- 7.處理產品時,請視需要穿戴保護手套、安全鞋等以確保安全。
【使用注意事項】
- 1.請注意不要讓切屑或冷卻液等異物流入。否則會造成破損。
- 2.如在切屑、冷卻液、腐蝕性溶劑、水等異物可能流入產品內部的環境下使用時,請使用防塵套或護蓋等以避免異物流入產品。
- 3.請避免在超過80℃的溫度下使用。若超過此溫度,樹脂、橡膠零件恐有變形、損傷疑慮,但耐熱規格產品除外。
- 4.如有切屑等異物附著時,請洗淨後再重新注入潤滑劑。
- 5.微小行程下,滾動面與滾動體的接觸面較難形成油膜,可能會產生微振磨損,因此請使用耐微振磨損性優異的潤滑油。此外,建議定期施加等同於LM滑塊長度的行程,使滾動面及滾動體之間形成油膜。
- 6.請勿將定位零件(插銷、鍵等)強硬插入產品。否則會導致滾動面產生壓痕且功能受損。
- 7.作業中若須將LM滑塊從LM軌道中拔插,請使用拔插治具作業。(拔插治具並非標準配備,如有需要請洽詢THK。)
- 8.使用拔插治具時,請將LM軌道端面貼合拔插治具端面,並讓LM軌道與拔插治具呈現平行狀態再插入。
- 9.如在傾斜的狀態下插入LM滑塊時,可能會導致異物流入、內部零件損傷及滾動體掉落。
- 10.若在滾動體脫落的狀態下將LM滑塊插入LM軌道使用,可能會導致過早破損。
- 11.如發生滾動體自LM滑塊脫落的情況,請勿繼續使用,並直接洽詢THK。
- 12.如因事故等因素造成端板破損,可能會導致滾珠脫落,LM滑塊脫離LM軌道而掉落。LM導軌如須在倒吊的狀態下使用,請實施追加防掉落機能等對策。
- 13.安裝零件的剛性及精度不足時,荷重將集中於軸承局部,而使軸承的性能明顯下降。因此,請充分注意外罩或底座的剛性、精度,並注意固定用螺栓的強度。
- 14.如需將LM滑塊暫時從LM軌道取下並再次組裝時,我們有可輕鬆組裝的LM滑塊拔除/插入治具,敬請洽詢THK。
【潤滑】
- 1.請充分擦去防鏽油,並注入潤滑劑後再使用。
- 2.請勿混合使用不同的潤滑劑。即使是與增稠劑同種類的潤滑油,因添加劑不同,可能會對彼此帶來不良影響。
- 3.如在不斷發生振動的場所、無塵室、真空、低溫、高溫等特殊環境下使用,請使用符合該規格、環境的潤滑油。
- 4.未附潤滑油油嘴、油孔的產品如需進行潤滑時,可直接在滾動面上塗布潤滑劑,並進行數次磨合行程,以使潤滑油流入內部。
- 5.潤滑油的稠度會因溫度而變化。依稠度的變化,LM導軌的滑動阻力也會有所變化,敬請注意。
- 6.給油後,由於潤滑油的攪拌阻力,LM導軌的滑動阻力可能會增大。請務必先進行磨合運轉,使潤滑油充分滲入後,再進行機器的運轉。
- 7.剛給油時,多餘的潤滑油可能會飛散至周圍,必要時請擦拭乾淨後再使用。
- 8.潤滑油隨著使用時間增加,性質會逐漸劣化而使潤滑性能降低,因此必須因應使用頻率進行潤滑油的檢查與補給。
- 9.給油的間隔會因使用條件或使用環境而異,請以行走距離100km(3~6個月)為參考標準給油。但最終的給油間隔與給油量請於實機設定。
- 10.安裝方向如非水平使用,潤滑劑將不易擴散至滾動面。關於安裝方向請參閱B1-28、潤滑請參閱B24-2。
- 11.使用潤滑油時,潤滑油可能會因LM滑塊的安裝方向而無法遍布全體,此問題請事先洽詢THK。
【保管】
LM導軌請以本製造商出廠包裝狀態,避開高溫、低溫以及潮濕環境,並以水平狀態保管於室內。產品經長時間保管,內部的潤滑劑可能隨時間而劣化,因此請重新給油後再使用。
【廢棄】
丟棄產品時,請視為產業廢棄物進行適當廢棄處置。
訂購須知
【訂購單位】
LM導軌因種類不同,1個套組的計算方式也會有所差異,敬請注意。請確認公稱型號構成範例及註記。

SHS25C2SSC1+640L 1組、SHS25C2SSC1+640L-II 2組
HR2555UU+600L 1組
GSR25T2UU+1060L 2組
4SCR25UU+1200/1000LP 1組
HMG15A2UUC1+1000LT+60/150R6T+60/300R6T-II2組
註)訂購HMG型時,請附上可了解LM滑塊、LM軌道配置的參考圖。
【安裝方向與潤滑方法】
訂購時,請務必與THK聯絡,告知LM導軌的安裝方向,及潤滑油油嘴、配管接頭在各LM滑塊上的安裝位置。
關於安裝方向請參閱A1-12、潤滑請參閱 A24-2。
【有關於選購品的對應情況】
因公稱型號的不同,選購品的對應情況也會有所差異,請確認後再訂購。
【LM軌道的最大製作長度】
LM軌道的最大製造長度在精度等級較高時可能將受限制,請洽詢THK。
產品比較資訊
選定要點
型式的選定
LM導軌的種類
LM導軌已將豐富的型號及各種尺寸標準化,可因應各種用途提供最佳產品。組件構造只需在平面部上進行簡單的螺栓安裝作業,即可獲得無間隙的高運行精度,在廣泛用途上擁有許多實績與專業技術。
選項選定
| 型號 |
|---|
| SSR15XV[1,2,3,4,5,6,7,8,9]+[47-3000/1]LY |
| SSR15XV[1,2,3,4,5,6,7,8,9]C1+[47-3000/1]LY |
| SSR15XW[1,2,3,4,5,6,7,8,9]+[64-3000/1]LY |
| SSR15XW[1,2,3,4,5,6,7,8,9]C1+[64-3000/1]LY |
| SSR20XV[1,2,3,4,5,6,7,8,9]+[61-3000/1]L |
| SSR20XV[1,2,3,4,5,6,7,8,9]C1+[61-3000/1]L |
| 型號 | 數量折扣 | 標準 出貨日 | 軌道寬度 W1 (mm) | 安裝高度 M (mm) | 1軸上組裝的LM滑塊個數 | 軌道長度 L (mm) | 徑向間隙 | 精度等級 | No.型號 | 基本額定荷重 動態額定 C (N) | 基本額定荷重 靜態額定 Co (N) | 靜容許力矩 MA (N・m) | 靜容許力矩 MB (N・m) | 靜容許力矩 MC (N・m) | 滑塊安裝孔間距(橫方向) | 滑塊安裝孔間距(長度方向) | 滑塊安裝孔孔徑 | 滑軌安裝孔孔徑 | 滑塊外型尺寸W (mm) | 滑塊外型尺寸L (mm) | 滑塊安裝孔數 (個) | 安裝孔螺紋深度 (mm) | 滑塊尺寸L1 (mm) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 18天~ | 15 | 24 | 1 ~ 9 | 47 ~ 3000 | 普通 | 一般級 | 15 | 9100 | 9700 | 30.3 | 18.9 | 56.2 | 26 | - | 4 | 4.5 | 34 | 40.3 | 2 | 7 | 23.3 | ||
| 18天~ | 15 | 24 | 1 ~ 9 | 47 ~ 3000 | 輕預壓 | 一般級 | 15 | 9100 | 9700 | 30.3 | 18.9 | 56.2 | 26 | - | 4 | 4.5 | 34 | 40.3 | 2 | 7 | 23.3 | ||
| 18天~ | 15 | 24 | 1 ~ 9 | 64 ~ 3000 | 普通 | 一般級 | 15 | 14700 | 16500 | 79.2 | 48.6 | 96.2 | 26 | 26 | 4 | 4.5 | 34 | 56.9 | 4 | 7 | 39.9 | ||
| 18天~ | 15 | 24 | 1 ~ 9 | 64 ~ 3000 | 輕預壓 | 一般級 | 15 | 14700 | 16500 | 79.2 | 48.6 | 96.2 | 26 | 26 | 4 | 4.5 | 34 | 56.9 | 4 | 7 | 39.9 | ||
| 18天~ | 20 | 28 | 1 ~ 9 | 61 ~ 3000 | 普通 | 一般級 | 20 | 13400 | 14400 | 52.3 | 32.6 | 111 | 32 | - | 5 | 6 | 42 | 47.7 | 2 | 8 | 27.8 | ||
| 18天~ | 20 | 28 | 1 ~ 9 | 61 ~ 3000 | 輕預壓 | 一般級 | 20 | 13400 | 14400 | 52.3 | 32.6 | 111 | 32 | - | 5 | 6 | 42 | 47.7 | 2 | 8 | 27.8 |
Loading...
基本資訊
| 套裝品/單品 | 套裝品 | 滑塊形狀 | 標準 | 軌道種類 | 標準 |
|---|---|---|---|---|---|
| 材質 | 碳素鋼 | 滾珠排列 | 4列圓弧式 | 保持器 | 有 |
| 滾動體 | 滾珠 | 滑軌安裝孔間距 | 60 | 滑塊安裝孔 | 攻牙孔 |
篩選規格・尺寸
-
軌道寬度 W1(mm)
-
安裝高度 M(mm)
-
1軸上組裝的LM滑塊個數
- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9
-
軌道長度 L(mm)
-
徑向間隙
- 普通
- 輕預壓
-
No.型號
-
滑塊安裝孔間距(橫方向)
-
滑塊安裝孔間距(長度方向)
-
滑塊安裝孔孔徑
-
滑軌安裝孔孔徑
-
滑塊外型尺寸W(mm)
-
滑塊外型尺寸L(mm)
-
滑塊安裝孔數(個)
- 2
- 4
-
安裝孔螺紋深度(mm)
- 7
- 8
-
滑塊尺寸L1(mm)
-
類型
- SSR-XV
- SSR-XW
-
精度等級
- 一般級
- 高級
- 精密級
- 超精密級
- 超超精密級
-
CAD檔案
- 2D
- 3D
用出貨日篩選
-
- 全選
- 18天以内
可指定追加工
- 使用時請一併參閱THK技術支援網站
- 因有部分型號的規格・尺寸無法完全顯示,詳細資訊請參照 廠牌產品型錄 。
此分類還有這些商品
- 中荷重用線性滑軌 不鏽鋼 附樹脂保持器 互換輕預壓
- 極重荷重用線性滑軌 附樹脂保持器/互換輕預壓
- 線性滑軌 鍍低溫黑色鉻
- 迷你線性滑軌・寬軌 -附定位孔長型滑塊/輕預壓微小間隙-
- 中荷重用線性滑軌一般間隙
- 【經濟型】低組裝線性滑軌 滑塊法蘭型
- 附滾珠保持器的LM導軌 微型 SRS型
- 【短交期尺寸】 附滾珠保持器的LM導軌 微型 SRS型
經常被一起購買的商品





看過此商品的人也看過這些商品







技術支援服務
- FA用機械標準零件
- Tel:02-25703766 / FAX:02-25703767
- 與我們聯絡
![]()
ID:@linemisumi

服務時間週一 ~ 週五(例假日除外)9:00~17:30
Copyright © MISUMI Corporation All Rights Reserved.
請協助改善本網站
請協助改善本網站
對於各位顧客的寶貴意見請恕我們無法逐一回覆,還請諒解。
個人資訊保護法・隱私權政策
非常感謝您的回答。
對於各位顧客的寶貴意見請恕我們無法逐一回覆,還請諒解。
希望三住回覆的客戶請使用、 與我們聯絡
個人資訊保護法・隱私權政策