(!)由於 Microsoft 2022 年 6 月 15 日終止支援,Internet Explorer 11 不屬於本網站之推薦環境。

商品分類
- 於2024/11/24 9:00 ~ 11/25 7:00 期間,由於進行網站例行維護將無法使用此網站,不便之處尚祈見諒。
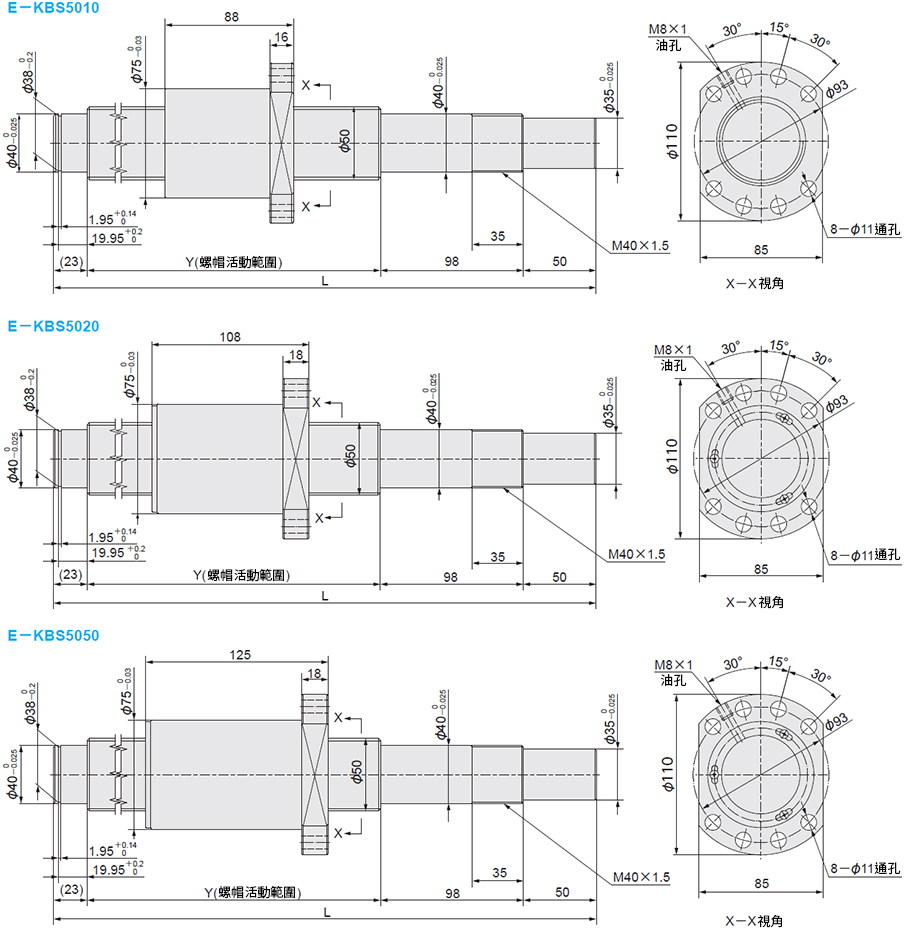
【經濟型】精密滾珠螺桿 -軸徑50 導程10/20/50 精度C5-

標準價格:◆◆9,750元-38,958元/個◆◆
※經濟型商品無對應RoHS。
1、本系列產品是軸徑50、導程10/20/50的C5精密滾珠螺桿。
2、較適用於FA自動化設備中的定位機構。
3、螺桿軸的軸端預設以標準規格進行加工,若需要對軸端進行追加工,可按照產品目錄進行指定。
4、告別圖紙加工,節省畫圖時間。
5、螺桿軸總長度可以按照1mm為單位指定,另外備有豐富的軸端規格,可指定追加工以滿足各種使用場合。
(i)請注意
- CAD製作中,預計2024年7月完成。

■追加加工KC·KLC鍵槽詳細尺寸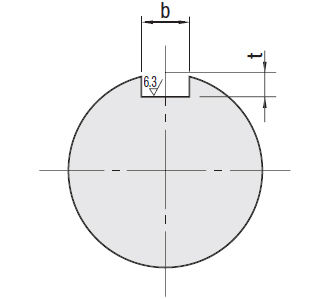
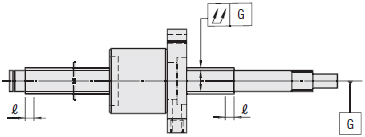
■螺桿軸震動公差
尺寸圖

材質表
| 精密度等級 | 螺桿徑 | 導程 | 螺桿軸 | 螺帽 | ||||
| 材質 | 硬度 | 表面處理 | 材質 | 硬度 | 表面處理 | |||
| C5 | 50 | 10·20·50 | 相當於S55C | 高周波淬火58~62HRC | - | 相當於SCM420 | 浸碳淬火58~62HRC | - |
規格表
| 型式 |  螺桿軸全長L (指定單位1mm) | Y | 循環數 | 基本額定荷重 | 軸向間隙 | 螺牙方向 | |||
 Type Type |  螺桿軸外徑 螺桿軸外徑 |  導程 導程 | C(動態) kN | C(靜態) kN | |||||
| E-KBS | 50 | 10 | 400~2000 | L-171 | 4圈 | 29.9 | 98.1 | 0.05以下 | 右 |
| 20 | 3.8圈 | 28.7 | 92.4 | ||||||
| 50 | 1.8圈 | 14.7 | 43.7 | ||||||
| *Y的尺寸務必要大於螺帽全長 | kgf=N×0.101972 | ||||||||
追加工

 | 型式(Type·螺桿軸外徑·導程) | - | L | - | (NC·KC…etc.) |
E-KBS5010 | - | 400 | - | KC10 |
■支撐側
 ①、③、④、⑤僅能擇其一。
①、③、④、⑤僅能擇其一。
⑦、⑧、⑨僅能擇其一。
⑩、⑪僅能擇其一。
⑫、⑬同時指定時,⑫中的U無論指定任何數值,均不加工外螺紋。
指定任何追加工時,螺帽活動範圍(Y尺寸)可能會變短,請務必確保螺帽可活動範圍大於螺帽全長。
| Alterations | Code | Spec. |
①支撐側軸端無加工 | NC | 不加工支撐側軸端。 指定範例 NC |
②變更螺帽方向 | RLC | 變更螺帽方向。 指定範例 RLC |
③支撐側軸端無扣環槽加工 | RNC | 不加工支撐側軸端扣環槽。 指定範例 RNC |
④支撐側軸端長度變更 | FC | 變更支撐側軸端長度。 23≤FC≤90 FC=指定單位1mm 指定範例 FC30 |
⑤變更支撐側加工內容 | GC | 變更支撐側加工。 5≤G≤90 Q從15、20、25、30和40中選擇 G=指定單位1mm 指定範例 GC-Q25-G30 |
 ①、③、④、⑤僅能擇其一。⑦、⑧、⑨僅能擇其一。⑩、⑪僅能擇其一。⑫、⑬同時指定時,⑫中的U無論指定任何數值,均不加工外螺紋。指定任何追加工時,螺帽活動範圍(Y尺寸)可能會變短,請務必確保螺帽可活動範圍大於螺帽全長。
①、③、④、⑤僅能擇其一。⑦、⑧、⑨僅能擇其一。⑩、⑪僅能擇其一。⑫、⑬同時指定時,⑫中的U無論指定任何數值,均不加工外螺紋。指定任何追加工時,螺帽活動範圍(Y尺寸)可能會變短,請務必確保螺帽可活動範圍大於螺帽全長。■固定側
| Alterations | Code | Spec. |
⑥固定側扳手槽加工 | SZC | 於固定側軸端進行扳手槽加工。 指定範例 SZC 如螺帽移動至扳手槽處,否則滾珠會脫落。 螺帽可能無法移動到不完全淬火範圍,選型時請注意。 |
⑦固定側軸端鍵槽加工 | KC | 於固定側軸端進行鍵槽加工。 5≤KC≤49 和⑪同時指定時,5≤KC≤F-1 KC=指定單位1mm 指定範例 KC10 |
⑧固定側軸端鍵槽加工 | KLC | 可指定固定側軸端鍵槽加工的位置。(鍵槽尺寸與KC相同。) 5≤K≤48 K+S≤49 和⑪同時指定時,5≤K≤89 K+S≤F-1 K、S=指定單位1mm 指定範例 KLC-K5-S3 |
⑨固定側軸端平面加工 | SC | 於固定側軸端進行平面加工。 5≤SC≤49 和⑪同時指定時,5≤SC≤F-1 SC=指定單位1mm 指定範例 SC10 |
⑩固定側軸頸無加工 | NF | 固定側軸頸無加工 指定範例 NF |
⑪固定側軸頸尺寸變更 | FP | 固定側軸頸尺寸變更 50≤F≤90 20≤P≤35 F、P=指定單位1mm 指定範例 FP-F60-P25 |
⑫固定側二段軸頸尺寸變更 | EU | 固定側二段軸頸尺寸變更 16≤E≤200 16≤U≤E-3 E、U=指定單位1mm 指定範例 EU-E100-U30 |
⑬固定側二段軸頸無外螺牙 | NU | 固定側二段軸頸無外螺牙 指定範例 NU |
■追加加工KC·KLC鍵槽詳細尺寸

| 軸徑 | b | t | ||
| 基準 尺寸 | 容許公差 (N9) | 基準 尺寸 | 容許公差 | |
| 6~7 | 2 | -0.004 -0.029 | 1.2 | +0.1 0 |
| 8~10 | 3 | 1.8 | ||
| 11~12 | 4 | 0 -0.03 | 2.5 | |
| 13~17 | 5 | 3.0 | ||
| 18~22 | 6 | 3.5 | ||
| 23~30 | 8 | 0 -0.036 | 4.0 | +0.2 0 |
| 31~35 | 10 | 5.0 | ||
■螺桿軸震動公差

| Type | 螺桿軸 外徑 | 震動公差G(最大) | 不完全 淬火範圍 (ℓ) | |||||||
| 316~400 | 401~500 | 501~630 | 631~800 | 801~1000 | 1001~1250 | 1251~1600 | 1601~2000 | |||
| E-KBS | 50 | 0.070 | 0.080 | 0.090 | 0.10 | 0.130 | 0.170 | 0.210 | 0.320 | 25 |
注意事項
■選型以及使用的注意事項
●不保證螺桿組裝後的噪音值
●雖然出廠時已塗抹鋰皂基潤滑脂,但是請以收到貨後每2~3個月為標準,需要注入新的潤滑脂,否則會影響使用。
●在運行中,如果出現噪音過大或者有尖銳刺耳的聲音,請務必先確認螺桿的安裝精度、以及馬達、聯軸器等周邊部件的規格是否合適。
●請勿使螺帽超出滾珠螺桿螺帽活動範圍,或旋出螺桿軸,否則會造成滾珠脫落及滾珠迴圈零件損傷等。
●傾斜放置滾珠螺桿及螺帽可能因自重而掉落,請務必注意。
●本產品是機械加工品,故外觀會存在刀紋及色差,在不影響使用和主要功能的前提下,如果商品有少許劃痕或顏色變化、屬於正常現象,請放心使用。
■滾珠螺桿及週邊零件設計、組裝時的注意事項
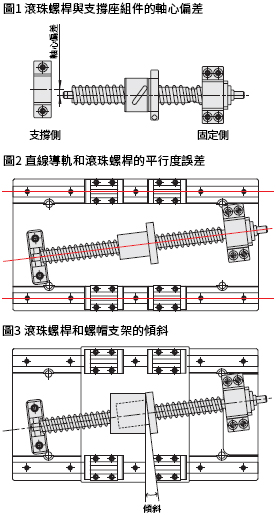
滾珠螺桿是只承受軸向負載的部件,如果使其承受徑向負載或力矩負載,可能導致滑動不良及產生振動、異常聲響、從而縮短使用壽命。引起滾珠螺桿承受徑向負載、力矩負載的原因是周圍零部件的軸心偏差和平行度誤差,因此為了防止產生誤差,必須正確地設計和組裝滾珠螺桿的週邊零件。
●滾珠螺桿與支撐座組件的軸心偏差(圖1)
-所謂軸心偏差是指,由固定側支撐座組件所固定的滾珠螺桿的軸心與支撐側支撐座組件軸承的軸心偏差。
-軸心偏差的容許值20μ以下(參考值)
●滾珠螺桿與直線導軌的平行度(圖2)
-平行度誤差是指,滾珠螺桿相對於直線導軌等的基準產生上下或左右方向的傾斜。
-傾斜的容許值1/2000以下(圖3)
●組裝時的注意事項
組裝後如果發覺滾珠螺桿運行時有異常聲響、移動時有被卡的現象,請轉鬆各零部件的聯結後進行調整,待移動順暢後重新組裝。
-支撐座組件左右方向的誤差(圖1)
-直線導軌與滾珠螺桿的平行誤差(圖2)
-工作臺與螺帽支架的固定
-滾珠螺桿螺帽與螺帽支架的固定
●不保證螺桿組裝後的噪音值
●雖然出廠時已塗抹鋰皂基潤滑脂,但是請以收到貨後每2~3個月為標準,需要注入新的潤滑脂,否則會影響使用。
●在運行中,如果出現噪音過大或者有尖銳刺耳的聲音,請務必先確認螺桿的安裝精度、以及馬達、聯軸器等周邊部件的規格是否合適。
●請勿使螺帽超出滾珠螺桿螺帽活動範圍,或旋出螺桿軸,否則會造成滾珠脫落及滾珠迴圈零件損傷等。
●傾斜放置滾珠螺桿及螺帽可能因自重而掉落,請務必注意。
●本產品是機械加工品,故外觀會存在刀紋及色差,在不影響使用和主要功能的前提下,如果商品有少許劃痕或顏色變化、屬於正常現象,請放心使用。
■滾珠螺桿及週邊零件設計、組裝時的注意事項
滾珠螺桿是只承受軸向負載的部件,如果使其承受徑向負載或力矩負載,可能導致滑動不良及產生振動、異常聲響、從而縮短使用壽命。引起滾珠螺桿承受徑向負載、力矩負載的原因是周圍零部件的軸心偏差和平行度誤差,因此為了防止產生誤差,必須正確地設計和組裝滾珠螺桿的週邊零件。
●滾珠螺桿與支撐座組件的軸心偏差(圖1)
-所謂軸心偏差是指,由固定側支撐座組件所固定的滾珠螺桿的軸心與支撐側支撐座組件軸承的軸心偏差。
-軸心偏差的容許值20μ以下(參考值)
●滾珠螺桿與直線導軌的平行度(圖2)
-平行度誤差是指,滾珠螺桿相對於直線導軌等的基準產生上下或左右方向的傾斜。
-傾斜的容許值1/2000以下(圖3)
●組裝時的注意事項
組裝後如果發覺滾珠螺桿運行時有異常聲響、移動時有被卡的現象,請轉鬆各零部件的聯結後進行調整,待移動順暢後重新組裝。
-支撐座組件左右方向的誤差(圖1)
-直線導軌與滾珠螺桿的平行誤差(圖2)
-工作臺與螺帽支架的固定
-滾珠螺桿螺帽與螺帽支架的固定
| ·禁止拆卸螺帽 | ·禁止對螺帽施加衝擊 | ·注意因自重掉落 |
 |  |  |
| ·反向動作的檢查 | ·注意異物侵入 | ·禁止螺帽超行程 |
 |  |  |

| 型號 |
|---|
| E-KBS5010-[400-2000/1] |
| E-KBS5020-[400-2000/1] |
| E-KBS5050-[400-2000/1] |
| 型號 | 數量折扣 | 標準 出貨日 | 導程 (mm) | 螺桿軸全長 L (mm) |
|---|---|---|---|---|
| 9天~ | 10 | 400 ~ 2000 | ||
| 9天~ | 20 | 400 ~ 2000 | ||
| 9天~ | 50 | 400 ~ 2000 |
Loading...
使用案例
| MISUMI標準品 | MISUMI經濟型 |
| 終點定位和過程控制都能輕鬆對應 例如:機加工設備 (工件需要通過馬達平穩的運動,保證加工精度) | 較適合用於終點位置定位的機構 例如:多點定位的送料機構 (工件通過馬達驅動進行自動送料) |
 |  |
基本資訊
| 型式 | 精密 | 精密度等級 | C5 | 螺桿軸外徑(φ) | 50 |
|---|
- 因有部分型號的規格・尺寸無法完全顯示,詳細資訊請參照 廠牌產品型錄 。
請協助改善本網站
請協助改善本網站
對於各位顧客的寶貴意見請恕我們無法逐一回覆,還請諒解。
個人資訊保護法・隱私權政策
非常感謝您的回答。
對於各位顧客的寶貴意見請恕我們無法逐一回覆,還請諒解。
希望三住回覆的客戶請使用、 與我們聯絡
個人資訊保護法・隱私權政策