(!)由於 Microsoft 2022 年 6 月 15 日終止支援,Internet Explorer 11 不屬於本網站之推薦環境。

商品分類
凸輪組件 MEDC65(θ=00)/MEDCA65(θ=00) (型號表)
點擊圖片,放大顯示
將游標移至圖檔即可放大
产品概述
标准型下置式斜楔组件-定位预孔/定位精加工孔 MEDC65(θ=00)/MEDCA65(θ=00)
产品概述:上下直线运动方向改变成斜向运动方向的必备机构品
安装表面宽度:65 mm
标准加工力:2.0 t
标准回程力:76 kg
角度:0°
行程:40mm/60mm两种规格
产品概述:上下直线运动方向改变成斜向运动方向的必备机构品
安装表面宽度:65 mm
标准加工力:2.0 t
标准回程力:76 kg
角度:0°
行程:40mm/60mm两种规格

(商品外观)
产品特点
1. 标准化产品,容易安装在冲压模具上。
2. 滑动面填充了润滑剂(石墨柱),能有效防止胶合,每次使用初期加入少量机油或者甘油可以延长使用寿命。
3. 完成一个冲压行程后,由产品本身压力源(矩形弹簧OR氮气弹簧)安全的复位中滑块。
4. 非V型导向,下置式斜楔标准型结构,适用于冲孔、修边、翻边工序。
2. 滑动面填充了润滑剂(石墨柱),能有效防止胶合,每次使用初期加入少量机油或者甘油可以延长使用寿命。
3. 完成一个冲压行程后,由产品本身压力源(矩形弹簧OR氮气弹簧)安全的复位中滑块。
4. 非V型导向,下置式斜楔标准型结构,适用于冲孔、修边、翻边工序。
尺寸图


使用方法
1.请严格按照(冲压模具用零件2018)中给定的定位基准进行安装,包括驱动块定位基准和滑块座定位基准。
2.模具闭模时,斜楔机构的闭合高度不可低于(冲压模具用零件2018)中给定的闭合高度,以免过行程,造成机构损坏。
3.滑块的工作面可以安装冲孔凸模等,请尽量使压力中心位于滑块工作面的几何中心或靠近中心,以免偏载造成滑块复位不畅或机构损坏。
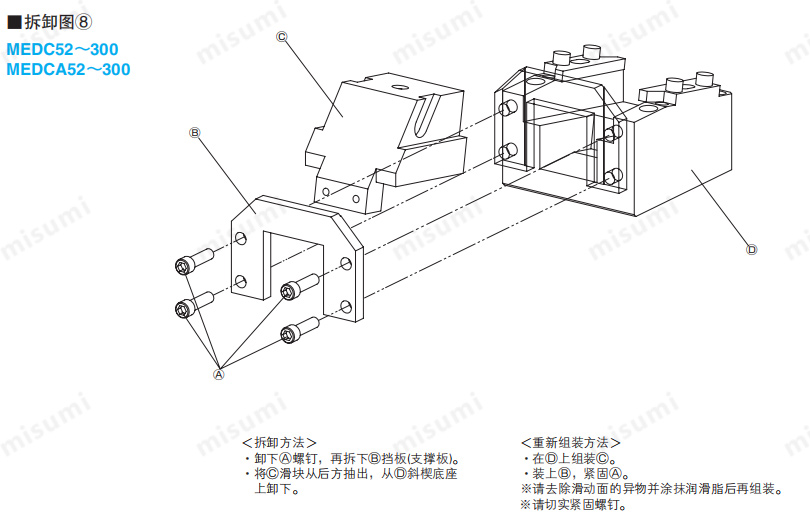
4.拆卸时,首先拆下挡板,然后从滑块座后部小心抽出滑块。
5.请妥善保管拆卸后的所有组件。
6.在滑块的工作面上进行孔加工时,请确保装夹可靠且不可伤及滑块。
7.重新组装前,请确保相关组件无铁屑、粉尘等,尤其是追加工后的滑块应该重新擦拭干净。
8.重新组装时,首先请将相关相对滑动部位涂抹少许润滑油,然后将滑块插入滑块座,最后安装挡板并紧固。
9.为确保机构的侧向间隙和竖向间隙,请务必确认机构组件上 的刻字序列号后进行一一对应的组件,千万不能混装零件使用。
10.所有螺钉、垫片等请务必不可缺少地安装到相应部位,并确保联接可靠。
11.整个机构安装到模具上后,请确保联接可靠。
2.模具闭模时,斜楔机构的闭合高度不可低于(冲压模具用零件2018)中给定的闭合高度,以免过行程,造成机构损坏。
3.滑块的工作面可以安装冲孔凸模等,请尽量使压力中心位于滑块工作面的几何中心或靠近中心,以免偏载造成滑块复位不畅或机构损坏。
4.拆卸时,首先拆下挡板,然后从滑块座后部小心抽出滑块。
5.请妥善保管拆卸后的所有组件。
6.在滑块的工作面上进行孔加工时,请确保装夹可靠且不可伤及滑块。
7.重新组装前,请确保相关组件无铁屑、粉尘等,尤其是追加工后的滑块应该重新擦拭干净。
8.重新组装时,首先请将相关相对滑动部位涂抹少许润滑油,然后将滑块插入滑块座,最后安装挡板并紧固。
9.为确保机构的侧向间隙和竖向间隙,请务必确认机构组件上 的刻字序列号后进行一一对应的组件,千万不能混装零件使用。
10.所有螺钉、垫片等请务必不可缺少地安装到相应部位,并确保联接可靠。
11.整个机构安装到模具上后,请确保联接可靠。

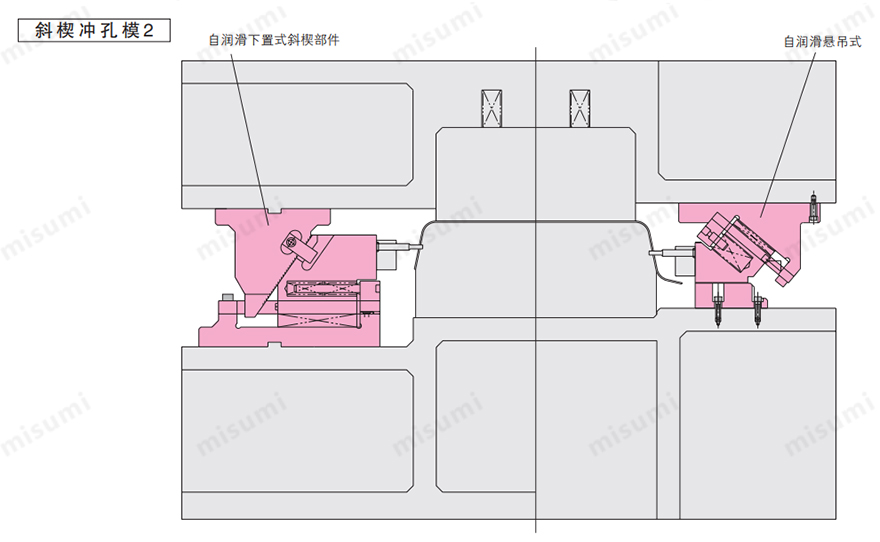
使用案例
模具上下直线运动,通过斜楔机构改变角度进行冲孔、修边、翻边等复杂操作工序。

3D預覽型號
尚未指定完整型號,因此無法執行CAD檔案下載及3D預覽
- ※ 欲執行CAD檔案下載及3D預覽時,需指定完整型號。
- 請於左側「篩選規格・尺寸」確認完整型號,然後執行CAD檔案下載及3D預覽。
Loading...
| 型號 |
|---|
| MEDC65-00-40 |
| MEDC65-00-60 |
| MEDCA65-00-40 |
| MEDCA65-00-60 |
| 型號 | 數量折扣 | 標準 出貨日 | 凸輪種類 | 行程 (mm) |
|---|---|---|---|---|
| 8天~ | 標準型 -定位孔- | 40 | ||
| 22天~ | 標準型 -定位孔- | 60 | ||
| 8天~ | 標準型 -定位精加工孔- | 40 | ||
| 8天~ | 標準型 -定位精加工孔- | 60 |
Loading...
规格表
| 加工力KN(tonf) | 弹簧力N(kgf) | 总重量 kg | Catalog No. | W | θ | 行程 S | |||
| 标准加工力 | 极限加工力 | 初压 | 下死点前5mm | 终压 | |||||
| 19.6 (2.0) | 39.2 (4.0) | 125(12.7) | 671(68.4) | 749(76.4) | 19 | -定位预孔- MEDC -定位精加工孔- MEDCA | 65 | 0 | 40 |
| 135(13.8) | 707(72.1) | 759(77.4) | 22 | 60 | |||||
基本資訊
| 安裝寬度(mm) | 65 | 傾斜角度(度) | 0 | 加工能力(tonf) | 4 |
|---|
- 因有部分型號的規格・尺寸無法完全顯示,詳細資訊請參照 廠牌產品型錄 。
此分類還有這些商品
- 凸輪組件 MEDC100(θ=00)/MEDCA100(θ=00)
- 標準型下置式凸輪元件 -定位預孔/定位精加工孔- MEDC100・MEDCA100(θ=05-20)
- 標準型下置式凸輪元件 -定位預孔/定位精加工孔- MEDC150(θ=00)/MEDCA150(θ=00)
- 標準型下置式凸輪元件 -定位預孔/定位精加工孔- MEDC150・MEDCA150(θ=05-20)
- 標準型下置式凸輪元件 -定位預孔/定位精加工孔- MEDC250/MEDC300/MEDCA250/MEDCA300
- 標準型下置式凸輪元件 -定位預孔/定位精加工孔- MEDC400/MEDC500/MEDC600/MEDCA400/MEDCA500/MEDCA600
- 凸輪組件MEDC52/MEDCA52
- 凸輪組件 MEDC65 θ=05-20/MEDCA65 θ=05-20
看過此商品的人也看過這些商品












技術支援服務
- 沖壓模具零件
- Tel:02-25703766 / FAX:02-25703767
- 與我們聯絡
請協助改善本網站
請協助改善本網站
對於各位顧客的寶貴意見請恕我們無法逐一回覆,還請諒解。
個人資訊保護法・隱私權政策
非常感謝您的回答。
對於各位顧客的寶貴意見請恕我們無法逐一回覆,還請諒解。
希望三住回覆的客戶請使用、 與我們聯絡
個人資訊保護法・隱私權政策