(!)由於 Microsoft 2022 年 6 月 15 日終止支援,Internet Explorer 11 不屬於本網站之推薦環境。

商品分類
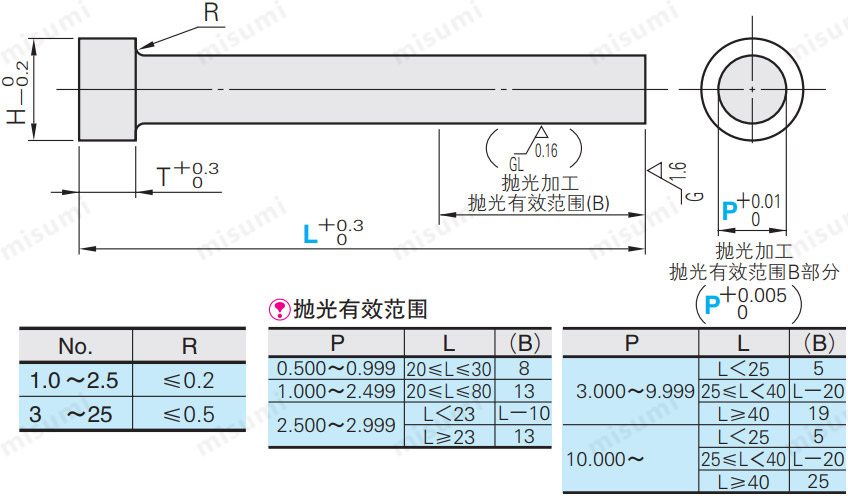
直柱式沖頭 -一般 拋光加工- (型號表)

點擊圖片,放大顯示
將游標移至圖檔即可放大
产品概述

产品特点
1. 适用于模具制造加工行业,应用广泛。
2. 可以选择SKD11、SKH51、粉末高速钢三种母材,应对各种冲压工况。
3. 有普通和抛光两种型号,抛光加工可以改善表面粗糙度、使刃口摩擦系数降低。
4. 符合升级后的RoHS2.0 十项物质环保标准。
2. 可以选择SKD11、SKH51、粉末高速钢三种母材,应对各种冲压工况。
3. 有普通和抛光两种型号,抛光加工可以改善表面粗糙度、使刃口摩擦系数降低。
4. 符合升级后的RoHS2.0 十项物质环保标准。

尺寸图

使用案例
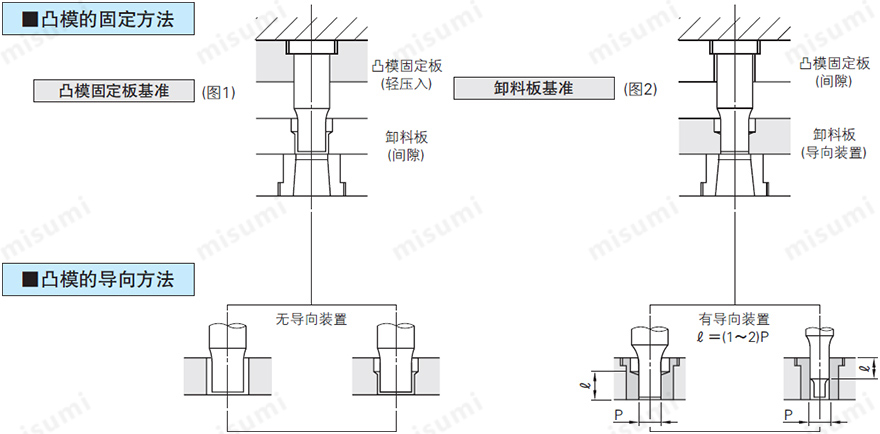
凸模的紧固方法
凸模固定板基准:本方法为最普通的方法,将凸模打入凸模固定板,因此模具制作很简单。如果凸模的同轴度和凸模固定板的孔加工精度较低,凸模和凹模的间隙边容易出现不均匀,因此不应用于间隙较小的模具。
卸料板基准:本方法主要用于薄板的高精度模具。在靠近凸模和凹模的卸料板上,在凸模的刃部有导向装置,因此能够使精度误差保持在最小值。凸模固定板通过配合间隙来紧固
凸模固定板基准:本方法为最普通的方法,将凸模打入凸模固定板,因此模具制作很简单。如果凸模的同轴度和凸模固定板的孔加工精度较低,凸模和凹模的间隙边容易出现不均匀,因此不应用于间隙较小的模具。
卸料板基准:本方法主要用于薄板的高精度模具。在靠近凸模和凹模的卸料板上,在凸模的刃部有导向装置,因此能够使精度误差保持在最小值。凸模固定板通过配合间隙来紧固

注意事项
冲压模具在生产中,冲裁的配合间隙和模具高度最为重要,凸凹模的位置不良就会发生凸凹模干涉,最终导致板料生产不良甚至模具损坏。
为了使凸凹模位置调整至设计理想位置,建议您使用台湾三住推荐的调整方法:
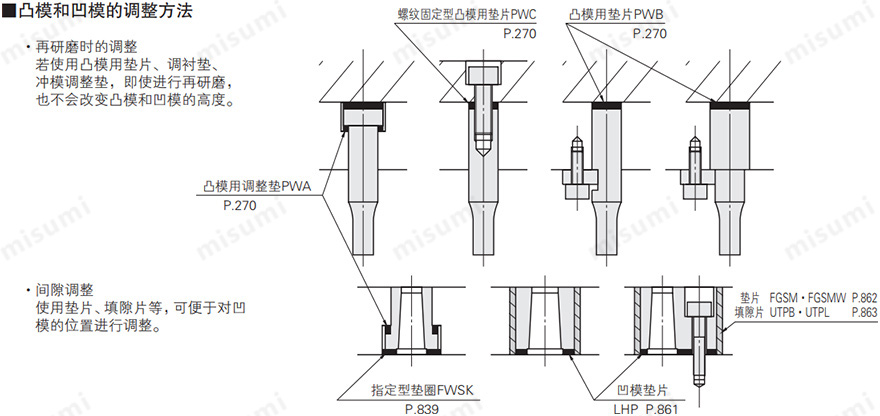
为了使凸凹模位置调整至设计理想位置,建议您使用台湾三住推荐的调整方法:

相关产品
 |  |  |
| 凹模 -直杆型・普通型- | 凹模 -肩型・普通型- | 凹模 -定位销止动型- |
| 推荐理由:与直杆凸模配套使用 | 推荐理由:与直杆凸模配套使用 | 推荐理由:与直杆凸模配套使用 |
3D預覽型號
尚未指定完整型號,因此無法執行CAD檔案下載及3D預覽
- ※ 欲執行CAD檔案下載及3D預覽時,需指定完整型號。
- 請於左側「篩選規格・尺寸」確認完整型號,然後執行CAD檔案下載及3D預覽。
Loading...
| 型號 |
|---|
| 型號 | 數量折扣 | 標準 出貨日 | RoHS | 材質 | 表面處理 | 硬度(HRC) | No. | P(刃口尺寸) (mm) | L(全长) (mm) | T(凸缘厚度/板厚) (mm) | LC(变更全长) (mm) | LCT(变更凸缘厚度公差+变更全长) (mm) | LMT(变更凸缘厚度公差+变更全长) (mm) |
|---|
Loading...
规格表
| 型式 | L | 指定单位0.01mm(抛光加工单位0.001mm) | H | T | |||||||||||||
| Type | No. | min. P max. | |||||||||||||||
| -抛光加工- SHC L-SHC PHC L-PHC | 1 | 20 | 25 | 30 | 0.50~1.00 | 2 | 3 | ||||||||||
| 1.6 | 20 | 25 | 30 | 35 | 40 | 50 | 60 | 1.00~1.60 | 2.6 | ||||||||
| 2 | 20 | 25 | 30 | 35 | 40 | 50 | 60 | 1.60~2.00 | 3 | ||||||||
| 2.5 | 20 | 25 | 30 | 35 | 40 | 50 | 60 | 2.00~2.50 | 3.5 | ||||||||
| -抛光加工- SPC L-SPC SHC L-SHC PHC L-PHC | 3 | 40 | 50 | 60 | 70 | 80 | 2.00~3.00 | 5 | 5 | ||||||||
| 4 | 40 | 50 | 60 | 70 | 80 | 3.00~4.00 | 7 | ||||||||||
| 5 | 40 | 50 | 60 | 70 | 80 | 4.00~5.00 | 8 | ||||||||||
| 6 | 40 | 50 | 60 | 70 | 80 | 5.00~6.00 | 9 | ||||||||||
| 8 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 6.00~8.00 | 11 | ||||||||
| 10 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 8.00~10.00 | 13 | ||||||||
| 13 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 110 | 120 | 10.00~13.00 | 16 | ||||||
| 16 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 110 | 120 | 13.00~16.00 | 19 | ||||||
| 20 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 110 | 120 | 16.00~20.00 | 23 | ||||||
| 25 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 110 | 120 | 20.00~25.00 | 28 | ||||||
基本資訊
| 前端形狀 | 直柱型 | 桿(組裝部)形狀 | 標準型 | 頂料型 | 無 |
|---|---|---|---|---|---|
| 有無沖裁厚板 | 無 | 品牌 | MISUMI |
篩選規格・尺寸
-
材質
- 相當於SKD11
- 粉末高速鋼
- 相當於SKH51
-
表面處理
- 無
- 拋光加工
-
No.
-
P(刃口尺寸)(mm)
-
L(全长)(mm)
-
T(凸缘厚度/板厚)(mm)
- 3
- 5
-
LC(变更全长)(mm)
-
LCT(变更凸缘厚度公差+变更全长)(mm)
-
LMT(变更凸缘厚度公差+变更全长)(mm)
-
類型
- L-PHC
- L-SHC
- L-SPC
- PHC
- SHC
- SPC
-
硬度(HRC)
- 64-67
- 61-64
- 60-63
-
CAD檔案
- 2D
- 3D
用出貨日篩選
-
- 全選
- 3天以内
- 4天以内
- 5天以内
可指定追加工
- 因有部分型號的規格・尺寸無法完全顯示,詳細資訊請參照 廠牌產品型錄 。
此分類還有這些商品
- 直柱式沖頭 -TiCN被覆處理-
- 直柱頂料沖頭 -一般・拋光加工-
- 附攻牙直柱式沖頭 -一般・拋光加工-
- 迷你直柱式沖頭
- 直柱式沖頭 -DLC被覆處理-
- 厚板用頂料沖頭 -已做配合沖頭固定座加工·全長指定·B尺寸固定型·RW被覆處理-
- 附鍵槽沖頭 -HX被覆處理・RX被覆處理-
- 錐形頭沖頭
看過此商品的人也看過這些商品












技術支援服務
- 沖壓模具零件
- Tel:02-25703766 / FAX:02-25703767
- 與我們聯絡
請協助改善本網站
請協助改善本網站
對於各位顧客的寶貴意見請恕我們無法逐一回覆,還請諒解。
個人資訊保護法・隱私權政策
非常感謝您的回答。
對於各位顧客的寶貴意見請恕我們無法逐一回覆,還請諒解。
希望三住回覆的客戶請使用、 與我們聯絡
個人資訊保護法・隱私權政策